As industrial manufacturing in India continues to expand, and with increasing pressure to adopt sustainable practices, selecting the right process heating technology has become a critical strategic decision. For industries relying on solid fuels—ranging from traditional coal to complex biomass and agro-wastes—the heart of the operation lies in the combustion system.
At IndianBoilers.com, we frequently engage with plant managers, technical directors, and entrepreneurs who face a difficult choice: Vibrating Grate or Reciprocating Grate?
Both technologies represent a significant leap forward from old hand-fired or basic chain grate systems. However, they operate on vastly different mechanical and thermodynamic principles. Choosing the wrong one can lead to decades of high operational costs, maintenance headaches, and emission compliance issues.
In this comprehensive guide, we perform a deep-dive comparison into both combustion technologies to determine which truly delivers “better” performance. The answer, as is often the case in engineering, depends on your specific operational context.
The Shift to Solid Fuel and Biomass in India
Before we compare the hardware, we must understand the “why.” In India, the industrial sector is rapidly shifting away from fossil fuels like Furnace Oil (FO) and Light Diesel Oil (LDO) due to volatile pricing and stringent environmental norms.
The alternatives are solid fuels: Domestic coal, imported coal, and an abundant supply of biomass (rice husk, bagasse, mustard stalks, wood chips, briquettes, etc.).
Unlike liquid or gaseous fuels, solid fuels do not burn instantaneously. They require time to dry, gasify, and burn out on a grate. To burn these efficiently, we need specialized mechanical stoker systems that can handle variables like high moisture content, high ash content, and low ash fusion temperature (leading to clinkering). This is where Vibrating and Reciprocating grates come into play.
1. What is a Vibrating Grate Boiler?
Overview and Working Principle
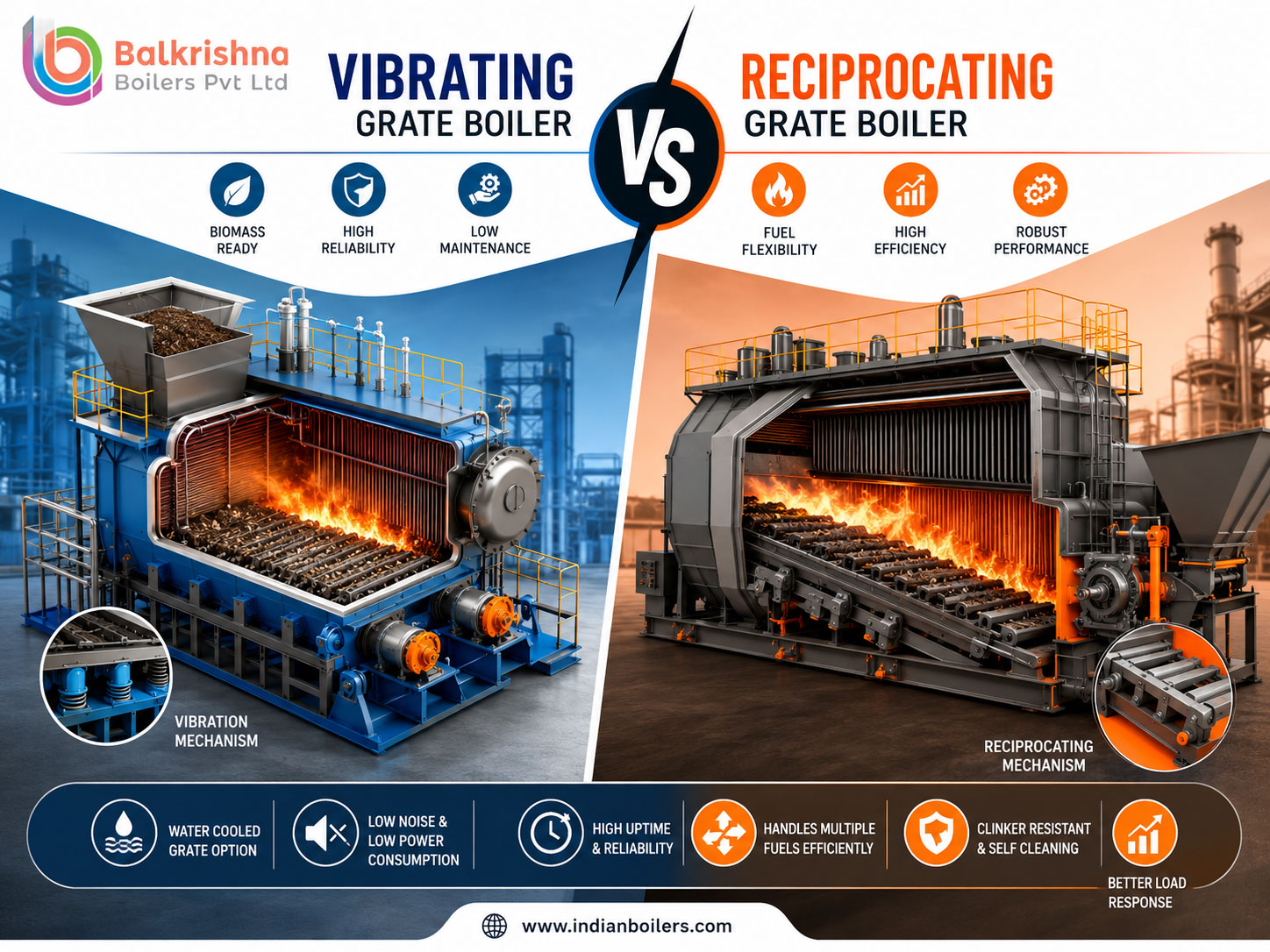
The vibrating grate is a fundamentally elegant and robust design, widely used for burning specific types of biomass. It consists of a large, inclined grate surface supported on a specialized suspension system (usually spring-based). Instead of moving parts inside the hot furnace zone to push fuel, this grate uses external vibration generators.
The fuel is fed via a hopper at the top of the incline. Precisely timed high-frequency, low-amplitude vibrations cause the fuel bed to fluidize and advance slowly down the grate. As it moves, the fuel passes through drying, gasification, burning, and ash discharge zones.
Distinctive Feature: Water Cooling
A crucial element of the vibrating grates manufactured by market leaders (and supported by IndianBoilers.com) is that they are often water-cooled. This involves integrating the grate bar tubes directly into the boiler’s natural circulation system.
Key Advantages of Vibrating Grate Boilers
- High Fuel Flexibility (Specifically High Moisture Biomass): Because vibrating grates are often water-cooled, they can handle very high furnace temperatures generated by high-volatility fuels without the grate bars melting. They are excellent for bagasse, wood chips, and palm kernel shells.
- Low Internal Maintenance: There are virtually no moving parts inside the hot furnace zone. The vibration mechanisms are located outside the casing. This drastically reduces mechanical wear and tear, leading to higher availability and lower annual maintenance costs.
- Low Auxiliary Power Consumption: Vibration is efficient. It requires less power to operate external vibrators compared to the heavy hydraulically driven systems of reciprocating grates.
- Uniform Fuel Spreading: The fluidization effect caused by vibration allows primary air to penetrate the fuel bed evenly, leading to uniform combustion if properly managed.
Primary Drawbacks
- Struggles with Clinkering (Low Ash Fusion): Many Indian agro-wastes (like rice husk or mustard stalk) have ash that melts at relatively low temperatures, forming glass-like ‘clinkers’. Because the vibrating action is gentle, it cannot break up these masses. Clinkers block air holes, unevenly distribution combustion air, and can cause the grate to trip.
- Sensitivity to Particle Size: To maintain a uniform fuel bed via vibration, the fuel requires relatively consistent sizing. Large chunks or fine dust mixed together can lead to channeling of air.
- Incline Requirements: To facilitate fuel movement, the grate is inclined. This increases the total height requirement of the boiler house.
2. What is a Reciprocating Grate Boiler?
Overview and Working Principle
Often referred to as the “stepped grate” or “pushing grate,” the reciprocating grate is the ‘all-rounder’ of solid fuel combustion. The grate surface consists of alternating rows of fixed and movable bars, arranged like a staircase.
A heavy-duty hydraulic drive moves the movable bars back and forth. This movement performs two critical functions: it pushes the fuel layer forward, and more importantly, it actively tumbles and mixes the fuel bed.
Active Agitation
This active mechanical agitation breaks up dense piles of fuel, exposing new surfaces to heat and primary air. It is a very aggressive combustion process compared to vibrating grates.
Key Advantages of Reciprocating Grate Boilers
- The Ultimate Fuel Flexibility: The aggressive tumbling action makes these boilers the choice for challenging fuels.
- They can burn low-grade Indian coal.
- They are excellent for municipal solid waste (MSW) or RDF (Refuse Derived Fuel).
- Crucially, they are the best technology for low-ash fusion temperature biomass (rice husk, cotton stalk).
- Self-Cleaning and Clinker Breaking: As the grate bars slide over each other, they actively break up any soft clinkers that begin to form. They are mechanically “self-cleaning.”
- Tolerance for Inconsistent Fuel Size: Because the bars physically push the fuel, sizing is less critical. They can handle large lumps mixed with fines.
- High Turn-down Ratio: By adjusting the speed of the reciprocating bars and air distribution, you have excellent control over the firing rate, making it responsive to fluctuating steam demands in processing plants.
Primary Drawbacks
- Higher Mechanical Wear: There are many heavy moving parts operating in an extremely abrasive and high-heat environment.
- Higher Maintenance Costs: Grate bar replacement and hydraulic system maintenance are higher and required more frequently than in vibrating systems. Unburnt carbon can sometimes fall through the gaps between bars.
- Grate Temperature Limitations: In reciprocating grates, water cooling the individual bars is technically challenging and expensive. Therefore, most are air-cooled. This places a limit on the grate temperature; if you burn fuel with extremely high volatility, there is a risk of overheating and warping the grate bars.
Head-to-Head: Performance Metrics
To determine which technology is better for your Indian industrial plant, we must compare them across six key performance indices.
1. Fuel Flexibility (Winner: Reciprocating Grate)
If you know exactly what you are burning (e.g., you are a sugar mill burning 100% bagasse), vibrating wins.
However, if your fuel procurement relies on market availability—switching between coal, wood chips, mustard stalk, and rice husk depending on the season—the Reciprocating Grate is the only safe choice. It can handle high ash, abrasive sand, and clinkering fuels, which would cause a vibrating grate to fail within hours.
2. Combustion Efficiency & Burn-out (Winner: Reciprocating Grate – marginally)
The active tumbling action of the reciprocating grate usually ensures a better mix of fuel and primary air, leading to lower unburnt carbon in ash (UCA). Vibrating grates require very careful setup of the over-fire air (OFA) system to ensure all volatile gases are burned in suspension. For reactive biomass, they can match reciprocating, but for coal, reciprocating generally wins on efficiency.
3. Maintenance & Reliability (Winner: Vibrating Grate)
This is the single biggest selling point of the Vibrating Grate. By moving all wear components outside the furnace, maintenance is vastly simplified. Plant availability (uptime) is significantly higher. With air-cooled reciprocating grates, if a bar gets stuck due to a foreign object, it can lead to a complete plant shutdown for several days to cool, enter the furnace, and repair.
4. Load Response & Control (Winner: Reciprocating Grate)
Reciprocating grates offer precise mechanical control over the fuel flow. If steam demand drops suddenly (common in textile or chemical batch processing), you can slow the grate speed almost instantly. While vibrating grates have improved, their response is naturally slower, as they rely on gravity and gentle agitation rather than positive mechanical pushing.
5. High Moisture Handling (Winner: Vibrating Grate – water cooled)
For extremely wet fuels like bagasse (50%+ moisture) or green wood chips, the Water-Cooled Vibrating Grate excels. The water cooling of the grate prevents over-heating while the radiant heat from the furnace refractory arch dries the fuel on the incline.
6. Capital Cost vs Operating Cost
- Vibrating Grate: Usually higher capital cost (CAPEX) due to the specialized water-cooled tube integration and suspension system. However, lower operational cost (OPEX) in maintenance and power.
- Reciprocating Grate: Generally lower CAPEX (for air-cooled versions), but higher OPEX due to grate bar wear, unburnt carbon in ash, and hydraulic power consumption.
The Verdict: When to Choose Which?
At IndianBoilers.com, we advise clients not to focus on which technology is conceptually “better,” but rather “which is better for your specific fuel profile and operational structure.”
Choose a Water-Cooled Vibrating Grate Boiler If:
- Your primary fuel is uniform biomass with high volatility and high moisture (e.g., Sugarcane Bagasse in sugar mills, Wood Chips in paper mills, certain types of PKS in specialized plants).
- Your priority is maximum uptime and lowest maintenance costs.
- You have a consistent, reliable supply of the same fuel type.
- You have high-pressure requirements where water-cooled grates contribute to steaming capacity.
Choose a Reciprocating Grate Boiler If:
- You are burning challenging agro-wastes prone to clinkering (e.g., Rice Husk, Cotton Stalk, Mustard Stalk).
- You need maximum fuel flexibility to switch between coal, MSW, and various biomass types depending on market pricing.
- Your fuel sizing is inconsistent or you are burning low-grade, high-ash coal.
- Your operation requires rapid responses to sharp, fluctuating steam demands.
Why Partner with IndianBoilers.com for Your Decision?
The boiler is a complex energy system. Grate technology is only one component. The furnace volume design, combustion air distribution (primary, secondary, tertiary), placement of over-fire air (OFA) nozzles, fuel feeding system, and air pre-heaters must all be engineered to match the chosen grate technology and the fuel profile.
Comprehensive Engineering and IBR Compliance
At IndianBoilers.com, we represent the pinnacle of Indian engineering and manufacture strictly to the highest standards, including full Indian Boiler Regulations (IBR) compliance. We don’t just sell technology; we analyze your operational needs.
Our engineers use advanced thermal modeling to ensure that:
- If we recommend a Vibrating Grate, your OFA system creates the necessary turbulence for complete volatile burn-out.
- If we recommend a Reciprocating Grate, we provide heavy-duty grate bars that can handle the abrasive reality of Indian solid fuels.
We provide turnkey solutions, from concept to commissioning. Our deep understanding of the unique challenges faced by the Indian industrial sector—from coal quality to agricultural seasonality—makes us your ideal energy partner.
Don’t leave your energy infrastructure choice to chance. Contact IndianBoilers.com today for a technical consultation to ensure your investment delivers the best possible performance for your plant.