In industrial manufacturing, process heating, and co-generation plants, steam generation accounts for a major portion of daily operating costs. While biomass vibrating grate boilers offer exceptional fuel flexibility, fluctuating fuel quality, air leakage, and thermal losses can slowly degrade boiler efficiency.
When steam demand increases or fuel prices rise, burning more fuel is rarely the right solution. It raises operational costs, increases thermal strain on boiler tubes, and elevates stack emissions.
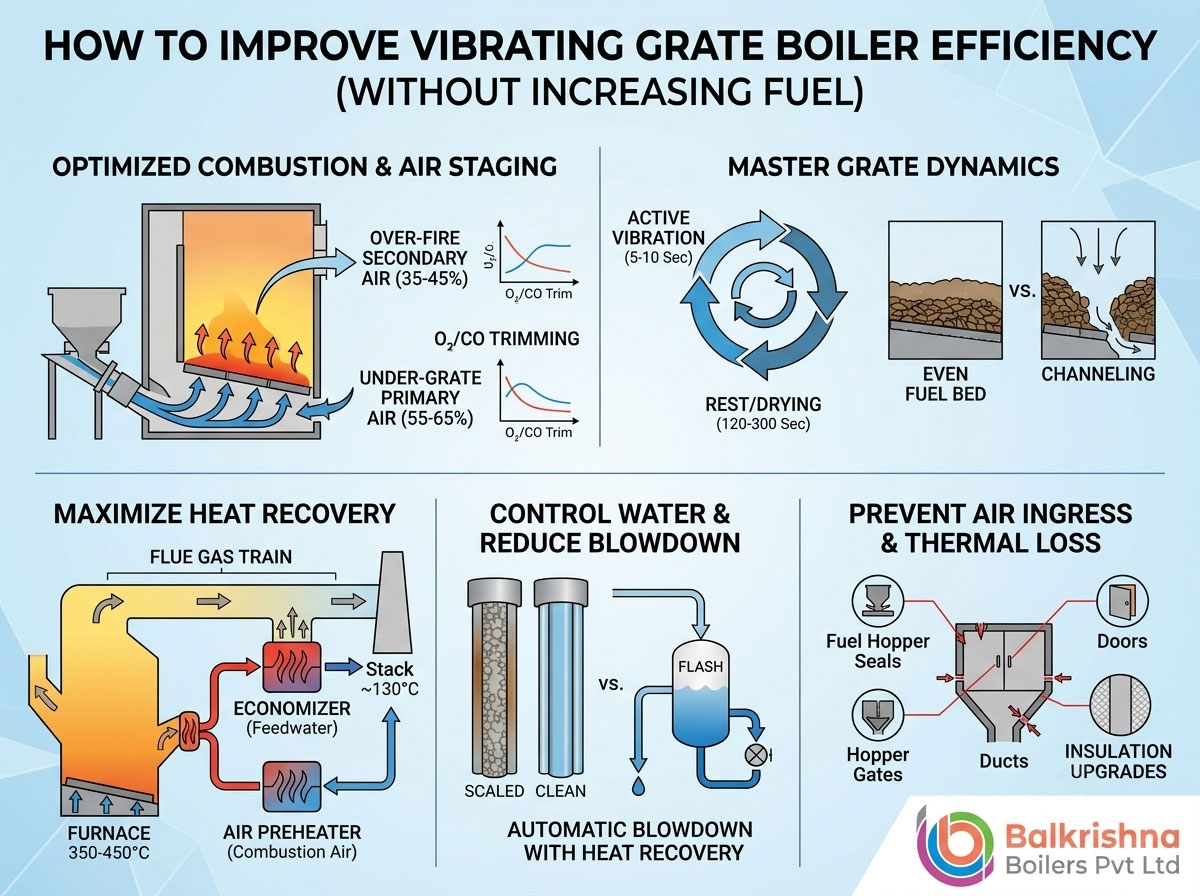
Improving boiler efficiency without increasing fuel consumption comes down to four core strategies: maximizing heat transfer, tuning combustion parameters, minimizing thermal losses, and maintaining optimum bed conditions.
In this technical guide, IndianBoilers.com walks through actionable engineering and operational strategies to extract maximum steam output from every kilogram of biomass fuel.
1. Optimize Combustion & Air Staging
Combustion efficiency is the foundation of overall boiler efficiency. In a vibrating grate boiler, biomass burns in two distinct phases: char combustion on the grate bed and volatile gas combustion in the furnace space above.
┌──────────────────────────────────────────────────────────┐
│ OPTIONAL COMBUSTION AIR STAGING │
├──────────────────────────────────────────────────────────┤
│ │
│ Upper Furnace: Volatile Gas Burn-off │
│ ┌──────────────────────────────────────────────────┐ │
│ │ OVER-FIRE / SECONDARY AIR (35% – 45%) │ │
│ │ High velocity, high turbulence injection │ │
│ └──────────────────────────────────────────────────┘ │
│ │
│ Grate Level: Char Oxidation & Moisture Drive-off │
│ ┌──────────────────────────────────────────────────┐ │
│ │ UNDER-GRATE / PRIMARY AIR (55% – 65%) │ │
│ │ Controlled pressure & preheated airflow │ │
│ └──────────────────────────────────────────────────┘ │
│ │
└──────────────────────────────────────────────────────────┘
Trim Excess Air to Reduce Dry Gas Losses
Excess air is necessary to ensure complete combustion, but feeding too much cold air into the furnace absorbs useful heat and carries it directly out the stack.
- Target Oxygen Level: Aim for 3.5%–5.0% O₂ in the flue gas (measured at the economizer/air preheater outlet).
- The Rule of Thumb: Every 1% reduction in excess O₂ improves overall boiler efficiency by roughly 0.5%.
- Implementation: Install an online flue gas analyzer (O₂ and CO) linked to variable frequency drives (VFDs) on the Forced Draft (FD) and Induced Draft (ID) fans for automatic combustion trimming.
Fine-Tune Primary vs. Secondary Air Ratios
Because biomass fuels typically contain 65%–80% volatile matter, poor secondary air mixing leads to unburned volatile gases and high carbon monoxide (CO) emissions.
- Primary Air (Under-Grate): Set to 55% – 65% of total combustion air. This provides sufficient oxygen for bed char oxidation while preventing fine ash particles from blowing off the grate prematurely.
- Secondary Air (Over-Fire): Set to 35% – 45% of total air. Inject over-fire air through staggered, high-velocity nozzles above the bed. This creates turbulent mixing to burn off volatiles rapidly in the lower furnace.
2. Master Grate Vibration Dynamics & Bed Uniformity
The vibrating grate’s primary job is to transport fuel, maintain an even bed thickness, and continuously break up clinker formations without disrupting heat transfer.
┌──────────────────────────────────────────────────────────┐
│ VIBRATING GRATE TIMING CYCLE │
├──────────────────────────────────────────────────────────┤
│ │
│ [ ACTIVE VIBRATION ] ──────► [ REST / DRYING CYCLE ] │
│ 5 to 10 Seconds 120 to 300 Seconds │
│ * Spreads fuel bed * Radiant heat drying │
│ * Dislodges ash * Char combustion │
│ * Prevents clinkering * High heat release │
│ │
└──────────────────────────────────────────────────────────┘
Eliminate Fuel Bed Channeling
If the fuel layer across the grate becomes uneven, primary air will naturally follow the path of least resistance. Air rushes through thin spots or bare zones on the grate (channeling) while thick spots remain starved of oxygen.
- The Fix: Adjust the feed rate across individual fuel throwers or screw feeders. Ensure biomass spreads evenly across the full width of the grate header.
- Result: Consistent bed resistance forces primary air to pass uniformly through the entire fuel mass, accelerating drying and char oxidation.
Optimize Vibration and Rest Cycles
Running vibrations too frequently moves unburned fuel into the ash hopper too soon, raising unburned carbon losses. Conversely, long rest intervals cause ash to fuse into large clinkers that block air distribution slots.
- Unburned Carbon Check: Sample bottom ash regularly. If unburned carbon in bottom ash exceeds 3% – 5%, extend the rest cycle by 15–30 seconds to increase residence time.
- Clinker Formation Check: If large fused clinkers appear in the discharge hopper, shorten the rest interval slightly and increase vibration intensity to break up ash beds before they sinter.
3. Maximize Heat Recovery from Flue Gases
The single largest thermal loss in any industrial boiler is the sensible heat carried away in the flue gas leaving the boiler. Recovering this waste heat directly increases steam generation without consuming an extra grain of fuel.
+-------------------------------------------------------------------------------+
| FLUE GAS HEAT RECOVERY TRAIN |
| |
| Furnace Exit Economizer Air Preheater (APH) Stack |
| (350°C - 450°C) ──► Feedwater Heating ──► Combustion Air ──► (130°C) |
| (Gains ~2-3% Eff.) (Gains ~3-4% Eff.) |
+-------------------------------------------------------------------------------+
Optimize Economizer Performance
The economizer uses hot flue gas leaving the convective bank to preheat boiler feedwater before it enters the steam drum.
- Efficiency Impact: Every 6°C increase in feedwater temperature entering the boiler yields a 1% gain in thermal efficiency.
- Action Item: Keep economizer tubes clean using soot blowers. A thin 1 mm layer of soot acts as an insulator, driving up flue gas exit temperatures and lowering heat transfer rates.
Harness Combustion Air Preheating (APH)
Preheating primary and secondary air is particularly beneficial for biomass boilers firing fuels with 30% – 50% moisture (such as green wood chips or bagasse).
- Efficiency Impact: Every 20°C drop in final stack gas temperature increases boiler efficiency by approximately 1%.
- Action Item: Ensure air preheater tubes are inspected during shutdowns for fly ash erosion or cold-end corrosion. Keep final stack temperatures around 130°C–140°C—high enough to prevent acid dew-point corrosion, but low enough to capture maximum sensible heat.
4. Control Boiler Water Chemistry & Reduce Blowdown Losses
Water quality directly impacts heat transfer rates and fuel economy. Mineral scale build-up inside boiler tubes acts as a thermal barrier, forcing the boiler to work harder to achieve the same steam output.
┌──────────────────────────────────────────────────────────┐
│ IMPACT OF SCALE ON FUEL WASTAGE │
├────────────────────────────┬─────────────────────────────┤
│ Scale Thickness │ Estimated Fuel Loss (%) │
├────────────────────────────┼─────────────────────────────┤
│ 0.8 mm (1/32 in) │ ~2.0% │
├────────────────────────────┼─────────────────────────────┤
│ 1.6 mm (1/16 in) │ ~4.0% │
├────────────────────────────┼─────────────────────────────┤
│ 3.2 mm (1/8 in) │ ~8.5% │
└────────────────────────────┴─────────────────────────────┘
Transition to Automatic Continuous Blowdown (CBD)
Manual bottom blowdown often results in excessive warm water discharge or insufficient Total Dissolved Solids (TDS) control.
- The Upgrade: Install an automatic surface blowdown controller equipped with a conductivity sensor.
- Heat Recovery Opportunity: Pass hot CBD water through a flash vessel and heat exchanger to preheat cold boiler makeup water. This recovers up to 80% of the heat energy normally lost through blowdown.
Implement Proper Water Deaeration
Dissolved oxygen and carbon dioxide in feedwater cause pitting corrosion on boiler tubes and steam lines.
- Action Item: Maintain the deaerator (DA) tank temperature at 103°C–105°C with a constant operating pressure of 0.2–0.35 bar. This drives off non-condensable gases naturally, minimizing chemical oxygen scavenger dosing and protecting internal heating surfaces.
5. Prevent Cold Air Ingress & Thermal Losses
Air entering the furnace from unsealed inspection doors, ash hopper gates, or cracked ductwork is known as tramp air. Tramp air cools the combustion zone, reduces furnace temperature, and forces ID fans to work harder.
┌──────────────────────────────────────────────────────────┐
│ TRAMP AIR INGRESS CHECKPOINTS │
├──────────────────────────────────────────────────────────┤
│ │
│ [ Fuel Hopper Seals ] ──► [ Inspection Doors ] │
│ │ │ │
│ ▼ ▼ │
│ [ Flue Gas Ducts ] ──► [ Ash Hopper Gates ] │
│ │
└──────────────────────────────────────────────────────────┘
Conduct Regular Furnace Leakage Tests
- How to Detect: Perform smoke tests or thermal imaging scans along expansion joints, access doors, soot blower openings, and flue gas ducting during plant operation.
- The Fix: Replace degraded fiberglass rope gaskets and apply high-temperature sealant around door frames and hopper flanges.
- The Benefit: Sealing air leaks stabilizes furnace draft, prevents localized cooling, and reduces ID fan electrical energy consumption.
Inspect and Upgrade Thermal Insulation
Uninsulated or under-insulated steam pipes, valve bodies, and boiler side-walls continuously radiate heat into the boiler house.
- Action Item: Conduct a thermographic insulation survey. Surface temperatures on insulated boiler walls and steam pipelines should not exceed ambient temperature by more than 15°C–20°C.
- The Fix: Install removable insulation jackets over steam valves, strainers, and flanges to eliminate localized radiation losses.
Comprehensive Efficiency Checklist
Use this checklist during weekly and monthly maintenance rounds to ensure your vibrating grate boiler operates at peak performance:
| Parameter / Area | Ideal Target | Operational Action |
| Flue Gas $\text{O}_2$ | 3.5% – 5.0% | Trim FD fan dampers / VFD to match fuel feed rates |
| Flue Gas Stack Temp | 130°C–140°C | Clean economizer and APH tubes using soot blowers |
| Unburned Carbon in Ash | <3.0% | Increase grate rest time; optimize over-fire air velocity |
| Blowdown TDS | 2,000–3,500 ppm | Automate blowdown using continuous TDS controllers |
| Feedwater Temperature | 103°C at DA outlet | Ensure adequate low-pressure steam supply to deaerator |
| Furnace Draft Pressure | -2 to -5 mm WC | Balance FD/ID fans to maintain slight negative pressure |
Engineering Support from IndianBoilers.com
At IndianBoilers.com (Balkrishna Boilers), we help industrial plants maximize steam generation while keeping fuel consumption under strict control.
Our engineering solutions for vibrating grate systems include:
- Boiler Efficiency Audits: Full thermal analysis, flue gas profiling, and heat loss accounting to identify low-cost efficiency gains.
- Grate & Air System Retrofits: Upgrading air distribution manifolds, installing high-efficiency over-fire air nozzles, and optimizing VFD controls.
- Waste Heat Recovery Systems: Retrofitting customized economizers, air preheaters, and blowdown heat recovery units designed specifically for high-ash biomass operations.
Contact our boiler technical experts today to schedule an efficiency evaluation for your plant.