As industrial manufacturing facilities across the globe transition toward high-efficiency and sustainable operations, the boiler house remains the beating heart of the plant. Whether you are running a sugar mill, a textile processing unit, a paper plant, or a captive power co-generation facility, the choice of combustion technology dictates your overall operational efficiency. Among heavy-duty steam generation systems, the traveling grate boiler stands out as the industry standard for handling massive capacities and fluctuating loads.
However, even the most robust mechanical stoker is only as efficient as the fuel it burns. The transition away from expensive, carbon-heavy fossil fuels to solid biomass and green energy alternatives introduces a critical engineering challenge: fuel variability. Selecting the right fuel—or the right blend of co-fired fuels—for a traveling grate boiler is a complex decision that impacts thermal efficiency, maintenance schedules, and bottom-line profitability.
At IndianBoilers.com, as leading solid fuel fired boiler manufacturers, we engineer IBR-certified high-pressure traveling grate systems designed to handle a diverse matrix of fuels. In this comprehensive technical guide, we will explore the mechanics of traveling grate boilers, the critical fuel properties you must evaluate, and an in-depth breakdown of the best solid fuels for maximizing your return on investment.
1. Understanding Traveling Grate Mechanics and Semi-Suspension Firing
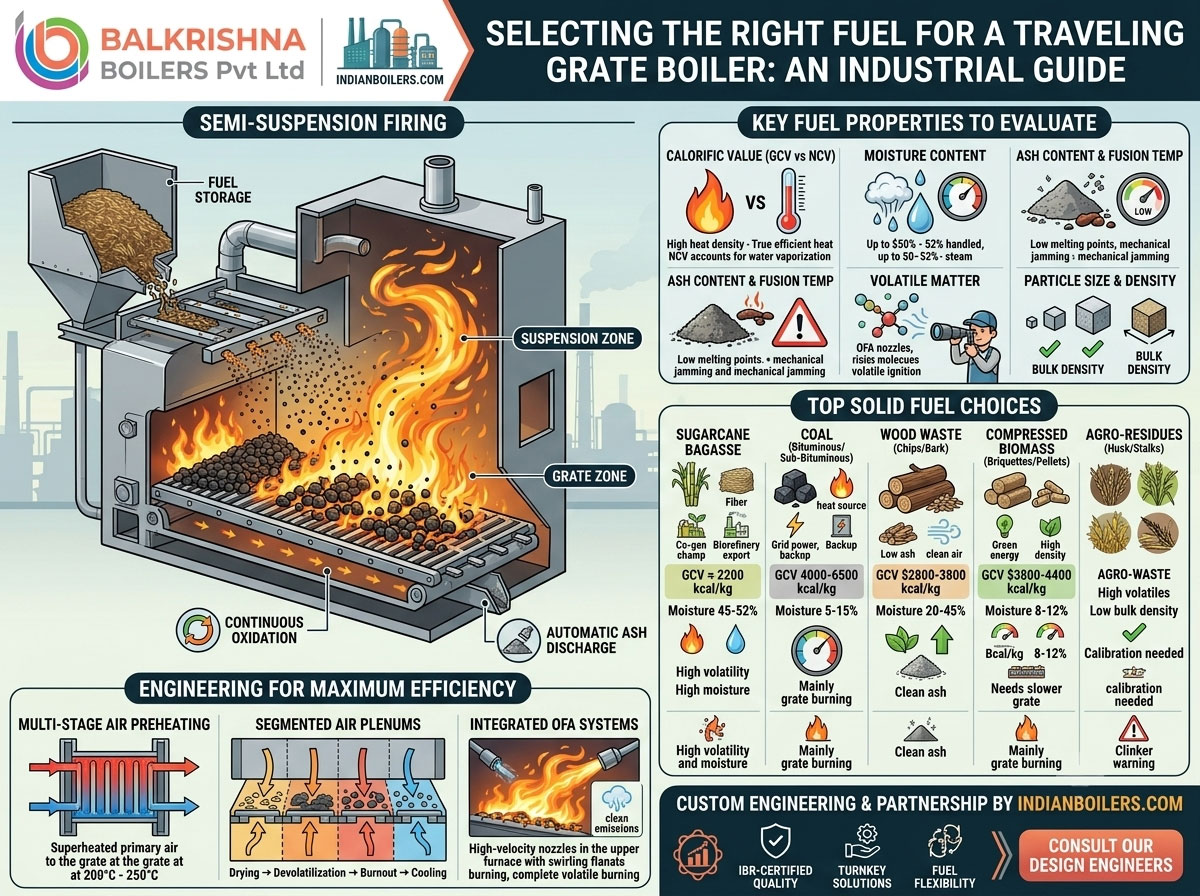
To select the optimal fuel, plant engineers must first understand how a traveling grate boiler processes that fuel. Unlike stationary grates that require manual raking or Fluidized Bed Combustion (FBC) systems that rely on suspending fuel in a bed of hot sand, traveling grates operate on a principle known as semi-suspension firing.
The Combustion Process
Fuel is transported from the storage yard to the boiler hopper, where rotary feeders drop it in front of pneumatic spreaders (distributors). High-velocity air currents blast the fuel into the furnace chamber.
- Suspension Burning: The finer, lighter particles of the fuel dry instantaneously and ignite in mid-air, generating immediate, intense radiant heat in the upper furnace.
- Grate Burning: The larger, heavier chunks land evenly on the moving grate surface.
The grate itself acts as a continuous, slowly moving floor made of interlocking, heat-resistant cast-iron keys. As the grate moves forward, the fuel undergoes a sequence of drying, devolatilization, and carbon burnout. By the time the grate reaches the discharge end, the fuel has been completely oxidized, and the remaining ash automatically spills into a submerged wet ash extractor or dry conveyor.
Because of this unique semi-suspension mechanism, traveling grate boilers offer high thermal response rates to load fluctuations. However, this mechanism also dictates specific requirements regarding fuel size, density, and moisture content.
2. Key Fuel Properties to Evaluate
Before finalizing a fuel procurement strategy, you must analyze the thermodynamic and physical properties of the available solid fuels. Here are the core parameters that dictate how a fuel will perform on a traveling grate:
A. Calorific Value (Gross vs. Net)
The Gross Calorific Value (GCV) measures the total heat released by the complete combustion of a unit of fuel. However, in industrial practice, the Net Calorific Value (NCV) is a more accurate metric. NCV accounts for the latent heat lost when the water vapor in the fuel (and water formed from hydrogen combustion) evaporates and exits through the chimney. High-moisture fuels will have a significantly lower NCV than their dry GCV suggests.
B. Moisture Content
Moisture is the enemy of combustion efficiency. When wet fuel enters the furnace, sensible heat must be expended simply to boil off the water before the fuel can ignite.
While traveling grate boilers equipped with radiant refractory arches and high-temperature air preheaters can handle moisture levels up to 50%–52%, sustained operation at these levels without proper engineering can lead to delayed ignition, unburnt carbon losses, and unstable furnace draft conditions.
C. Ash Content and Ash Fusion Temperature
Ash is the non-combustible mineral residue left behind after burning. Two critical factors apply here:
- Abrasiveness: Fuels rich in field soil and silica (like mechanically harvested agricultural waste) create highly abrasive ash. Fortunately, in a traveling grate, the driving chains and sprockets are physically isolated below the active combustion zone, making this system highly resilient to abrasive wear compared to FBC boilers.
- Ash Fusion Temperature: Fuels with high alkali metals (potassium, sodium) have low ash melting points. If the bed temperature exceeds this melting point, the ash fuses into sticky, glass-like sheets called clinkers. Clinkers can block under-grate air flow and cause severe mechanical jamming.
D. Volatile Matter
Volatile matter refers to the hydrocarbons in the fuel that vaporize as gases when heated. High-volatile fuels (like many agricultural biomass residues, which can contain up to 80% volatile matter on a dry basis) ignite rapidly and burn fiercely in suspension. To harness this energy, the boiler must be equipped with strategically placed Over-Fire Air (OFA) nozzles to supply secondary oxygen above the grate, ensuring these gases burn completely before escaping up the stack.
E. Particle Size and Bulk Density
For semi-suspension firing to work flawlessly, fuel sizing must be consistent. If the fuel is too fine (like pure sawdust), it may all burn in suspension or get carried out of the furnace by flue gases before burning, causing high particulate emissions. If the fuel consists of massive, dense blocks, it will drop immediately to the grate, starving the suspension zone of heat and potentially causing unburnt fuel to dump into the ash pit.
3. Top Fuel Choices for Traveling Grate Boilers
Industrial facilities must balance fuel costs, regional availability, and combustion efficiency. Below is an engineering analysis of the most common solid fuels utilized in traveling grate boilers.
1. Sugarcane Bagasse: The Co-Generation Champion
For the sugar manufacturing industry, the traveling grate boiler is the undisputed standard primarily because of how well it handles sugarcane bagasse. Bagasse is the fibrous, high-moisture byproduct left behind after cane crushing.
- Moisture: 45%–52%
- GCV: ≈ 2,200 kcal/kg (at 50% moisture)
- Performance: Fresh bagasse is highly volatile but carries immense moisture. A well-designed traveling grate utilizes superheated primary air (up to 250°C) to instantly vaporize this moisture as the heavy bagasse particles land on the grate. The fine pith burns rapidly in suspension, mimicking the responsive nature of gas burners. Bagasse allows sugar mills to function as self-sustaining biorefineries, generating process steam and exporting surplus power to the grid.
2. Coal (Bituminous and Sub-Bituminous)
Historically, coal has been the baseline fuel for high-pressure industrial boilers due to its high energy density and widespread availability.
- Moisture: 5%–15%
- GCV: 4,000–6,500 kcal/kg
- Performance: Traveling grates handle sized coal (10 mm–40 mm) exceptionally well. Because coal has lower volatile matter than biomass, a larger percentage of the fuel burns directly on the grate bed rather than in suspension. The high bed temperatures require careful management of under-grate air cooling to protect the cast-iron grate keys. While the industry is shifting away from 100% coal firing due to carbon footprint concerns, coal remains a critical backup or co-firing fuel during biomass shortages.
3. Wood Chips, Bark, and Industrial Wood Waste
Wood waste from sawmills, plywood manufacturing, and forestry clearing is an exceptional, high-heat biomass fuel that pairs beautifully with traveling grate technology.
- Moisture: 2%–45%
- GCV: 2,800–3,800 kcal/kg (As Received)
- Performance: Wood chips provide a highly porous fuel bed on the grate, allowing excellent penetration of under-grate primary air. This ensures thorough burnout and very low unburnt carbon losses. Wood also produces relatively clean, low-percentage bottom ash, which minimizes soot buildup on the convective boiler tube banks and drastically simplifies ash handling logistics.
4. Compressed Biomass Briquettes and Pellets
As industries transition to “Green Energy,” manufactured biomass briquettes (made from compressed groundnut shells, sawdust, or mustard husk) have surged in popularity. They offer high bulk density, uniform sizing, and low moisture.
- Moisture: 8%–12%
- GCV: 3,800–4,400 kcal/kg
- Performance: While briquettes are excellent high-heat fuels, they require operational adjustments on a traveling grate. Because of their high density, they do not burn significantly in suspension. They land heavily on the grate and burn from the outside in. Plant operators must reduce the grate speed (using Variable Frequency Drives) to increase the fuel’s residence time inside the furnace. If the grate moves too quickly, the dense, unburnt inner cores of the briquettes will be discharged into the ash pit.
5. Mustard Husk and Agricultural Crop Residues
Regional availability often dictates fuel choice. In many agricultural zones, crop residues like mustard husk, cotton stalks, and soybean stalks offer a low-cost thermal energy source.
- Performance: These fuels are highly volatile and have low bulk density. When utilizing agricultural residues on a traveling grate, pneumatic spreading must be meticulously calibrated. Furthermore, agro-waste often contains high levels of potassium, lowering the ash fusion temperature. Operating the boiler with high levels of excess air and utilizing continuous, smooth grate movement prevents localized hot spots, minimizing the risk of severe clinker formation.
(Note: While paddy straw and rice husk are common, their extremely high silica content and propensity for severe slagging often make them better suited for Reciprocating Step Grate boilers rather than standard traveling grates, unless specifically engineered for high-ash handling).
4. The Power of Fuel Flexibility and Co-Firing
One of the greatest advantages of a traveling grate boiler is its exceptional fuel flexibility. Industrial plants are rarely guaranteed a stable, year-round supply of a single biomass fuel. Agricultural harvesting is seasonal; for example, a sugar mill may have abundant bagasse for 150 days but must rely on coal or purchased wood chips for the remainder of the year to maintain co-generation grid exports.
Co-Firing Strategies:
Traveling grates allow plant engineers to dynamically blend fuels. Co-firing a high-moisture biomass (like wet bark) with a high-calorific, low-moisture fuel (like coal or biomass briquettes) stabilizes furnace temperatures and maintains consistent steam pressure.
To maximize this flexibility, the boiler control system (PLC & SCADA) must be adaptable. By monitoring flue gas oxygen levels and steam demand, operators can adjust the pneumatic spreader air pressure, the grate travel speed, and the under-grate air dampers in real time as the fuel blend changes.
5. Engineering Your Boiler for Maximum Efficiency
Selecting the right fuel is only half the equation; the boiler itself must be engineered to extract every available kilocalorie from that specific fuel profile. At IndianBoilers.com, we implement advanced thermodynamic strategies to optimize our traveling grate boilers for diverse solid fuels:
Multi-Stage Air Preheating
To burn fuels containing up to 50% moisture (like mill-wet bagasse), the incoming combustion air must be exceptionally hot. We design custom Air Preheaters (APH) that capture waste heat from the exiting flue gases, superheating the primary under-grate air to 200°C–250°C. This creates an instant drying effect the moment the fuel hits the furnace environment.
Segmented Under-Grate Air Plenums
The combustion process on a moving grate occurs in distinct spatial zones: Drying → Devolatilization → Carbon Burnout → Ash Cooling.
We partition the air chamber beneath the grate into multiple, isolated compartments equipped with individual dampers. This allows operators to supply maximum oxygen to the intense gasification zones while restricting air to the drying and ash-cooling zones, preventing excess ambient air from chilling the furnace.
Integrated Over-Fire Air (OFA) Systems
Because biomass fuels release massive amounts of volatile gases, standard under-grate air is insufficient. We install high-velocity OFA nozzles in the upper furnace walls. This injects secondary air with aggressive turbulence, creating a swirling flame pattern that ensures 100% complete combustion of volatile hydrocarbons. This eliminates dark smoke, prevents unburnt gas losses, and ensures strict compliance with environmental emission norms.
Premium Metallurgy for Grate Components
The grate keys form the physical floor of the inferno and must withstand extreme temperatures and abrasive wear from sand and silica. We manufacture our interlocking grate keys using premium, high-chromium cast iron alloys. This specific metallurgy provides superior resistance to thermal scaling, oxidation, and abrasive degradation, ensuring a long operational lifespan even when burning challenging, high-ash agro-waste.
6. Maintenance Considerations Driven by Fuel Choice
Your fuel selection directly impacts your preventative maintenance schedule. While traveling grates are robust, understanding fuel behavior prevents unplanned downtime.
- High-Ash Fuels (Agro-waste, Coal): Require more frequent inspection of convective tube banks for soot buildup. Integrating automated, sequential soot blowers is mandatory to maintain heat transfer efficiency.
- High-Silica Fuels: Accelerate wear on rotary fuel feeders and pneumatic spreader distribution plates. These components should be inspected weekly and replaced during routine off-season overhauls.
- Dense Fuels (Briquettes): Because these fuels create intense, localized bed temperatures, plant operators must ensure under-grate air cooling is never restricted. Regularly inspect the cast-iron grate keys for warping or cracking during shutdowns.
Routine maintenance—such as tensioning the main drive chains evenly, lubricating shaft bearings with high-temperature EP-2 grease, and inspecting the refractory arch—remains critical regardless of the fuel utilized.
7. Partnering with IndianBoilers.com for Your Steam Infrastructure
Transitioning to biomass or optimizing your existing solid fuel strategy requires more than just purchasing a boiler; it requires a deep engineering partnership. Designing a high-pressure boiler for a modern manufacturing plant demands industrial expertise, strict adherence to safety codes, and rugged, reliable manufacturing.
As one of the premier solid fuel fired boiler manufacturers, IndianBoilers.com delivers unparalleled engineering excellence.
- IBR-Certified Quality: Every pressure vessel, header, steam drum, and structural frame we manufacture complies strictly with the Indian Boiler Regulations (IBR). This guarantees absolute safety, metallurgical traceability, and structural integrity under high-pressure, high-temperature operations (e.g., 110+ kg/cm² and 540°C).
- Custom Combustion Engineering: We do not believe in off-the-shelf solutions. We design our furnace volumes, grate surface areas, and pneumatic spreader systems around your plant’s specific capacity requirements and the exact fuel profile available in your geographical region.
- Comprehensive Turnkey Solutions: From initial thermodynamic feasibility studies and civil structural layouts to PLC automation and advanced emission control equipment (Electrostatic Precipitators, Wet Scrubbers, Bag Filters), we deliver a complete, ready-to-operate boiler house.
Conclusion
Selecting the right fuel for a traveling grate boiler is a strategic decision that balances thermodynamic performance against fuel procurement costs and regional availability. Whether you are harnessing the self-sustaining power of sugarcane bagasse, leveraging high-density biomass briquettes, or utilizing a flexible co-firing strategy to ensure year-round operation, the traveling grate remains the most versatile and robust combustion technology for heavy industry.
By understanding your fuel’s moisture content, volatile matter, and ash behavior—and pairing it with advanced boiler design features like multi-stage air preheating and segmented air plenums—you can achieve maximum thermal efficiency, significantly reduce your carbon footprint, and drive long-term profitability for your manufacturing facility.
Ready to upgrade your industrial heating technology?
Whether you need to scale up your sugar mill’s co-generation capacity or transition your textile plant to sustainable biomass, IndianBoilers.com provides the rugged manufacturing and prompt technical support you need. Visit IndianBoilers.com today to schedule a technical consultation with our combustion design engineers and request a customized proposal tailored to your specific fuel and steam requirements.