In industrial plant operations, biomass steam boilers are often praised for their low operating costs and reduced carbon footprint. However, plant managers, utility engineers, and boiler operators frequently face a silent profit-killer: uncontrolled fuel moisture variability.
Whether your plant runs on sugarcane bagasse, wood chips, mustard straw, rice husk, or palm oil Empty Fruit Bunches (EFB), the moisture content of your incoming raw material directly dictates your boiler’s thermal efficiency, steam output capacity, and maintenance frequency.
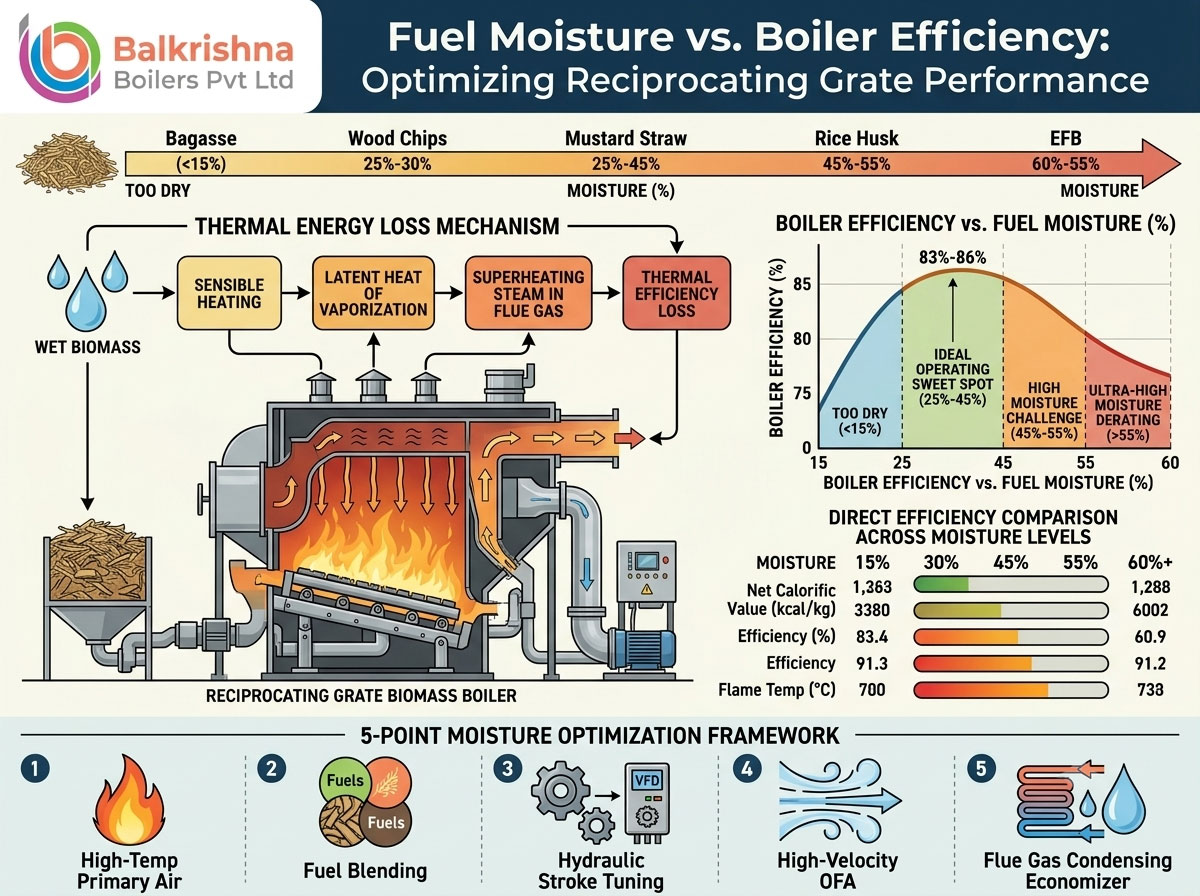
While conventional travelling grates struggle as soon as moisture crosses 35%, reciprocating grate boilers are mechanically engineered to process high-moisture biomass. But what is the absolute sweet spot? At what point does fuel become too dry or too wet for optimal operation?
In this technical guide, IndianBoilers.com breaks down the thermodynamics of fuel moisture, analyzes the efficiency curve of reciprocating grates, identifies the ideal moisture operating range, and provides practical engineering strategies to maintain peak thermal efficiency.
The Thermodynamics of Moisture in Biomass Combustion
To understand how water affects boiler efficiency, we must examine what happens when wet biomass enters a furnace. Moisture in solid fuel acts as a thermal heat sink. Before any energy can be released as steam, the boiler must consume its own radiant heat to drive off liquid water.
┌──────────────────────────────────────────────────────────┐
│ THERMAL ENERGY LOSS MECHANISM │
├──────────────────────────────────────────────────────────┤
│ │
│ Incoming Wet Fuel (H₂O + Dry Solids) │
│ │ │
│ ▼ │
│ Sensible Heating (Raises water from ambient to 100°C) │
│ │ │
│ ▼ │
│ Latent Heat of Vaporization (~2,260 kJ/kg consumed) │
│ │ │
│ ▼ │
│ Superheating Steam in Flue Gas (To stack exit temp) │
│ │ │
│ ▼ │
│ Direct Thermal Efficiency Loss & Low Flame Temp │
│ │
└──────────────────────────────────────────────────────────┘
1. Latent Heat Loss (Vaporization Penalty)
Water requires approximately 2,260 kJ/kg (540 kcal/kg) of energy just to transition from liquid to vapor at atmospheric pressure. When burning fuel with $50\%$ moisture, one-half of every ton fed into the boiler is water. A massive portion of the fuel’s gross calorific value (GCV) is wasted simply turning liquid water into steam inside the primary chamber rather than evaporating feedwater in the boiler tubes.
2. Flue Gas Sensible Heat Loss
Once water turns into steam inside the furnace, it doesn’t just disappear. It absorbs additional heat as it travels through the superheater, convective bank, economizer, and air preheater. This superheated water vapor carries sensible heat out through the chimney at the stack exit temperature (130°C – 160°C).
3. Flame Temperature Suppression
Excess moisture dilutes combustible volatile gases and lowers adiabatic flame temperatures:
- Dry Biomass (10% – 15% moisture): Furnace temperatures easily reach 1,100°C – 1,200°C.
- High-Moisture Biomass (50% – 55% moisture): Furnace temperatures drop to 750°C – 850°C.
Lower flame temperatures reduce radiant heat transfer rates to furnace water walls, forcing the boiler to burn significantly more fuel to maintain required steam pressure and temperature.
Net Calorific Value (NCV) vs. Fuel Moisture Content
The impact of moisture on usable heat energy is best understood by looking at the relationship between Gross Calorific Value (GCV) and Net Calorific Value (NCV).
NCV ≈ GCV × (1 – M/100) – [24.44 × ((M/100) + 9 × H)]
(Where M = Moisture (%) and H = Hydrogen content (%) on a dry basis)
+-------------------------------------------------------------------------------+
| EFFECT OF MOISTURE ON USABLE HEAT (NCV) |
| |
| 10% Moisture : ██████████████████████████████████████████ 3,800 kcal/kg |
| 25% Moisture : █████████████████████████████████ 3,100 kcal/kg |
| 40% Moisture : █████████████████████████ 2,300 kcal/kg |
| 50% Moisture : ███████████████████ 1,750 kcal/kg |
| 60% Moisture : ███████████ 1,100 kcal/kg |
| |
| 0 1,000 2,000 3,000 4,000 (kcal/kg) |
+-------------------------------------------------------------------------------+
As moisture rises past 50%, the NCV plummets exponentially. At 65%–70% moisture, the NCV approaches zero—meaning the fuel consumes as much energy to dry itself as it produces during combustion, rendering self-sustained combustion impossible without auxiliary oil or gas support.
The Efficiency Curve of a Reciprocating Grate Boiler
Unlike static or travelling grates, a reciprocating grate uses alternating fixed and movable high-alloy bars to continuously tumble, shear, and back-mix the fuel bed. This mechanical action enables stable operation across a much wider moisture bandwidth.
However, thermal efficiency varies significantly across different moisture zones:
BOILER
EFFICIENCY (%)
86% ┤ ┌─────────────────┐
84% ┤ ╱ ╲
82% ┤ ╱ OPTIMAL RANGE ╲
80% ┤ TOO DRY ╱ (30% - 45%) ╲ ELEVATED MOISTURE
78% ┤ ┌─────────┘ ╲ ┌────────────────┐
76% ┤ │ ╲ │ │
74% ┴─┴──────────┬──────────┬──────────┬────┴┴─────────┬──────┴──
10% 20% 30% 40% 50% 60%
FUEL MOISTURE (%)
Zone 1: Ultra-Low Moisture (<15%) — The Overheating Zone
- Operating Profile: Processed pellets, dry sawdust, kiln-dried wood waste.
- Thermal Efficiency: 80% – 83%
- The Problem: While usable heat energy is high, ultra-dry fuel burns too fast at the front of the grate.
- Risks:
- Extreme local furnace temperatures (>1,250°C) cause severe ash fusion, clinkering, and refractory damage.
- Standard air-cooled grate elements can overheat, warp, or suffer thermal stress fatigue.
- Requires high excess air to keep furnace temperatures safe, driving up dry gas stack losses.
Zone 2: The Ideal Operating Sweet Spot (25% – 45%)
- Operating Profile: Air-dried agro-waste, aged bagasse, blended wood chips, mixed husk.
- Thermal Efficiency: 83% – 86%
- Why it Works:
- Moisture is high enough to moderate peak flame temperatures, preventing clinker formation and protecting grate metallurgy.
- Moisture is low enough that the reciprocating grate’s back-mixing action rapidly evaporates surface water without suppressing core flame stability.
- Flue gas volumes remain balanced, allowing primary/secondary air fans and ID fans to run within high-efficiency design windows.
Zone 3: High Moisture (45% – 55%) — The Operational Challenge Zone
- Operating Profile: Fresh green wood chips, wet sugarcane bagasse, outdoor-stored agricultural straw.
- Thermal Efficiency: 76% – 81%
- Why Reciprocating Grates Prevail: Moving grate bars push glowing char back into incoming wet raw fuel (forced thermal back-mixing). Heat transfers via direct conduction, maintaining a steady drying rate.
- Penalty: Increased moisture carries higher latent heat losses out the chimney. Overall steam generation drops by 10% – 15% unless grate stroke speed and primary air preheat temperatures are increased.
Zone 4: Ultra-High Moisture (>55%) — The Derating Limit
- Operating Profile: Fresh palm oil EFB, monsoon-soaked biomass, fresh mill waste.
- Thermal Efficiency: <75%
- The Problem: The drying zone extends across more than 50% of the total grate length. Char oxidation is confined to a tiny strip near the discharge end.
- Risks: High unburned carbon in ash, flame instability, potential boiler trips, and high auxiliary fan power consumption.
Direct Efficiency Comparison across Moisture Levels
The following matrix illustrates how key operational parameters shift as fuel moisture increases in a typical 20-ton-per-hour reciprocating grate boiler:
| Parameter | 15% Moisture | 30% Moisture (Ideal) | 45% Moisture (Ideal) | 55% Moisture | 60%+ Moisture |
| Net Calorific Value (kcal/kg) | ~3,600 | ~2,900 | ~2,000 | ~1,500 | < 1,100 |
| Overall Boiler Efficiency | 81.5% | 85.5% | 83.0% | 77.5% | 71.0% |
| Furnace Temperature (°C) | 1,200°C | 1,050°C | 920°C | 800°C | <700°C |
| Grate Bar Metal Temp (°C) | High (450°C+) | Moderate (320°C) | Moderate (280°C) | Low (220°C) | Low (180°C) |
| Unburned Carbon in Ash | <1.5% | <2.0% | <3.0% | 5.0% – 8.0% | >12.0% |
| Clinkering Risk | Severe | Low | Minimal | Zero | Zero |
| Auxiliary Power Consumption | Baseline | Baseline | +5% | +15% | +30% |
5 Practical Strategies to Maximize Efficiency with Variable Moisture
When managing industrial steam operations, fuel quality can shift daily due to weather or supplier variations. Here are five engineering techniques to maintain peak boiler performance regardless of moisture swings:
┌──────────────────────────────────────────────────────────┐
│ 5-POINT MOISTURE OPTIMIZATION FRAMEWORK │
├──────────────────────────────────────────────────────────┤
│ │
│ 1. HIGH-TEMP PRIMARY AIR PREHEATING (180°C - 250°C) │
│ 2. MOISTURE-BASED FUEL BLENDING (Target: 35% - 40%) │
│ 3. AUTOMATED HYDRAULIC STROKE & SPEED TUNING │
│ 4. HIGH-VELOCITY OVER-FIRE AIR (OFA) STAGING │
│ 5. FLUE GAS CONDENSING ECONOMIZERS │
│ │
└──────────────────────────────────────────────────────────┘
1. Preheating Primary Under-Grate Air (180°C – 250°C)
Never blow cold, ambient air beneath a wet biomass fuel bed. Using a multi-pass tubular air preheater (APH) to heat under-grate air to 180°C – 250°C supplies thermal energy directly into the fuel layer. This pre-evaporates surface moisture in Zone 1 without depleting radiant energy from the primary flame.
2. Strategic Fuel Blending
If your primary fuel supply drops off or moisture spikes during monsoon seasons, implement a targeted fuel blending ratio:
┌──────────────────────────────────────────────────────────┐
│ STRATEGIC FUEL BLENDING │
├──────────────────────────────────────────────────────────┤
│ │
│ HIGH-MOISTURE FUEL LOW-MOISTURE FUEL │
│ (Wet Bagasse / EFB) (Dry Wood Chips / Husk) │
│ Moisture: 55% Moisture: 15% │
│ │ │ │
│ └────────────┬────────────┘ │
│ │ │
│ ▼ │
│ OPTIMIZED FUEL MIXTURE │
│ Target Moisture: 35% - 40% │
│ │
└──────────────────────────────────────────────────────────┘
By mixing ultra-wet biomass (55% – 60%) with dry industrial residues (12% – 18%), you stabilize incoming moisture within the target 30% – 40% window, protecting furnace temperatures and eliminating flame instability.
3. Automated Hydraulic Stroke & Speed Controls
Modern reciprocating grates use hydraulic cylinders equipped with Variable Frequency Drives (VFDs) and PLC automation:
- When Moisture Rises (>45%): Extend the hydraulic stroke length and slow down stroke frequency. This increases residence time in the drying zone, allowing thermal back-mixing to fully evaporate moisture before fuel advances to the char burnout zone.
- When Moisture Drops (<25%): Increase stroke frequency to accelerate fuel movement across the grate, preventing localized hotspots and protecting grate bar metallurgy.
4. High-Velocity Over-Fire Air (OFA) Staging
Evaporating water expands into steam, diluting combustible gases above the fuel bed. To prevent unburned volatile losses ($\text{CO}$ and hydrocarbons):
- Inject secondary and tertiary over-fire air at high momentum (50 m/s – 70 m/s) through staggered wall nozzles.
- High-velocity jets cut through steam layers, driving turbulent air-gas mixing in the hot combustion zone.
5. Install Flue Gas Condensing Economizers (For Very Wet Fuels)
For plants operating permanently on high-moisture fuels like green wood chips or sugarcane bagasse (>50% moisture), traditional dry economizers leave latent energy untapped.
A flue gas condensing economizer cools exhaust gases below the dew point (~55°C – 60°C), condensing flue gas water vapor back into liquid water. This recovers latent heat of vaporization, raising boiler thermal efficiency by an additional 5% – 8%.
Technical Solutions from IndianBoilers.com
At IndianBoilers.com (Balkrishna Boilers), we engineer industrial boiler systems built specifically to handle variable biomass moisture across India and global markets.
Our reciprocating grate boiler technology includes:
- Custom-Cast High-Chromium Grate Bars: Built with 27% Chromium alloy content to withstand extreme thermal gradients and abrasive agro-waste ash.
- Smart SCADA Combustion Automation: Real-time oxygen trimming, automated hydraulic grate speed modulation, and zoned under-grate air control.
- Water-Cooled Membrane Grates: Engineered for multi-fuel applications, allowing plants to switch effortlessly between ultra-dry fuels and high-moisture agro-biomass without thermal distortion.
- Turnkey Heat Recovery Modules: High-efficiency multi-pass economizers and air preheaters designed to maintain stack efficiency and prevent acid dew-point corrosion.
Contact our boiler application engineers today to analyze your fuel moisture profile and optimize your steam generation efficiency.