In the industrial steam and power generation sector, transitioning to biomass fuel is one of the most effective strategies for reducing operational costs and carbon emissions. However, plant managers and power engineers quickly face a common operational hurdle: fuel moisture variability.
While dry wood waste or processed pellets burn easily in traditional combustion systems, real-world industrial biomass—such as freshly harvested forestry waste, wet sugarcane bagasse, palm oil Empty Fruit Bunches (EFB), and agricultural stalks stored outdoors—frequently carries moisture levels ranging from 40% to over 60%.
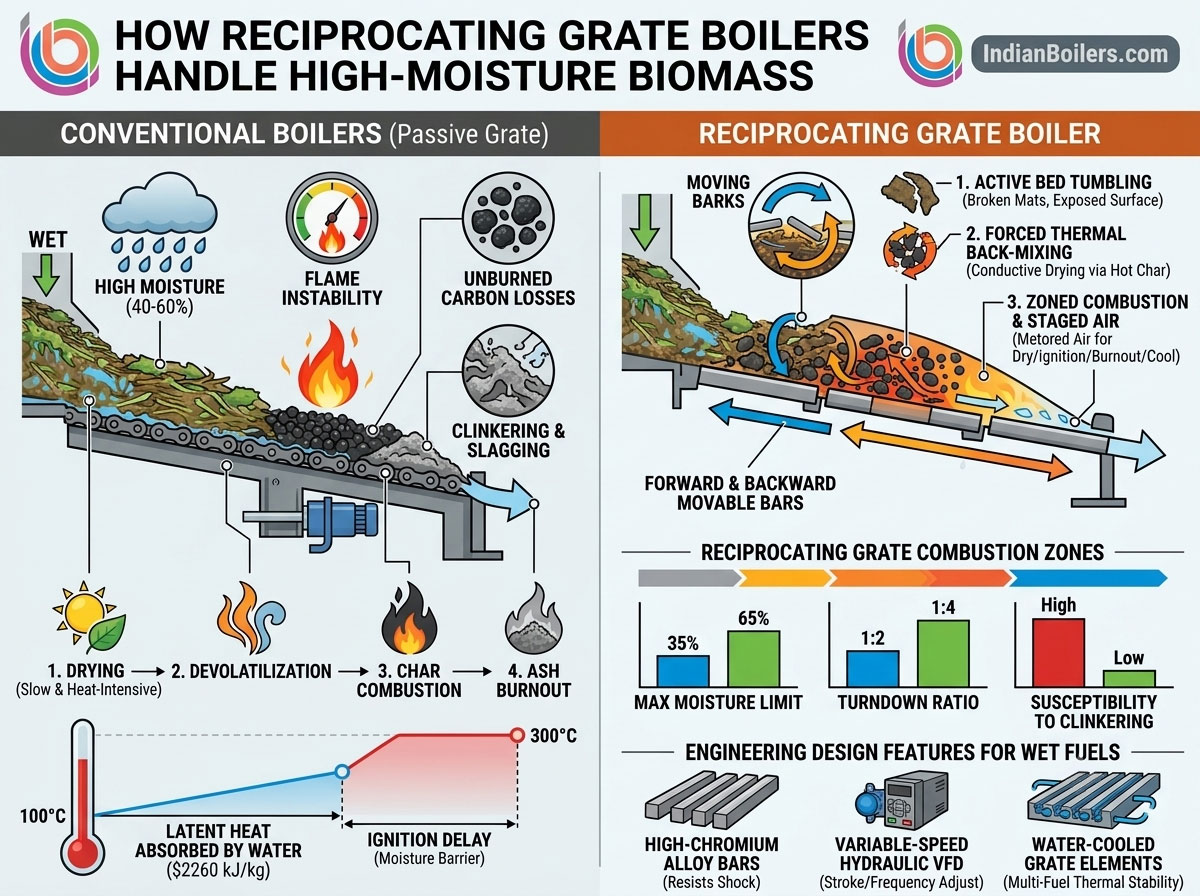
When high-moisture biomass enters a conventional boiler, the results are often costly: unstable flames, severe unburned carbon losses, clinkering, capacity derating, and frequent shutdown cycles.
Reciprocating grate boilers are specifically engineered to eliminate these challenges.
In this detailed technical guide, IndianBoilers.com explains the mechanical and thermal principles that allow reciprocating grates to handle wet biomass, compares them directly against conventional boiler designs, and outlines key operating guidelines to maximize efficiency.
The Core Challenge: Burning High-Moisture Biomass
Understanding why high-moisture biomass causes severe operational problems in conventional boilers requires looking at the four sequential stages of solid fuel combustion:
┌──────────────────────────────────────────────────────────┐
│ FOUR STAGES OF BIOMASS COMBUSTION │
├──────────────────────────────────────────────────────────┤
│ │
│ 1. DRYING ──► Evaporates moisture │
│ 2. DEVOLATILIZATION ──► Releases volatile gases │
│ 3. CHAR COMBUSTION ──► Oxidizes fixed carbon │
│ 4. ASH BURNOUT ──► Discharges spent ash │
│ │
└──────────────────────────────────────────────────────────┘
When fuel moisture exceeds 35% to 40%, the drying stage absorbs vast amounts of heat energy before the fuel can ignite:
- Latent Heat of Vaporization: Water requires approximately 2,260 kJ/kg (540 kcal/kg) of thermal energy just to convert liquid moisture into water vapor.
- Ignition Delay: Liquid water in the fuel matrix keeps the particle surface temperature pegged at 100°C until the moisture evaporates. Volatiles cannot escape or ignite until the fuel reaches 200°C–300°C.
- Flue Gas Volume Expansion: Evaporated moisture expands dramatically into steam inside the furnace, diluting oxygen levels and lowering localized furnace temperatures.
In conventional boilers where fuel moves passively or relies on fluidization, this extended drying phase smothers the ignition zone, leading to flame failure and unburned fuel dumping.
How Reciprocating Grate Boilers Solve the Moisture Problem
A reciprocating grate consists of alternating rows of fixed and movable heat-resistant alloy grate bars. Driven by hydraulic or mechanical actuators, the movable bars slide forward and backward over the fixed bars in a controlled, back-and-forth stroke motion.
This continuous push-and-pull dynamic fundamentally changes how wet fuel behaves inside the furnace through three distinct mechanical and thermal mechanisms:
┌─────────────────────────────────────────────────────────────────┐
│ RECIPROCATING GRATE COMBUSTION ZONES │
├─────────────────────────────────────────────────────────────────┤
│ │
│ FEED HOPPER │
│ │ │
│ ▼ │
│ ┌───────────────┐ Back-mixing of hot bed char & radiant heat │
│ │ DRYING ZONE │ ◄────────────────────────────────────────┐ │
│ └───────┬───────┘ │ │
│ │ Forward pushed & overturned fuel bed │ │
│ ▼ │ │
│ ┌───────────────┐ │ │
│ │ PYROLYSIS & │ ──► Intense turbulent gas mixing │ │
│ │ IGNITION ZONE │ │ │
│ └───────┬───────┘ │ │
│ │ Active tumbling & shearing action │ │
│ ▼ │ │
│ ┌───────────────┐ │ │
│ │ CHAR BURNOUT │ ──► High temperature bed radiation ──────┘ │
│ └───────┬───────┘ │ │
│ │ Continuous ash discharge │
│ ▼ │
│ ASH DISCHARGE │
│ │
└─────────────────────────────────────────────────────────────────┘
1. Active Fuel Bed Tumbling & Mechanical Shearing
Unlike travelling grates—where fuel rests passively on a conveyor as it travels—a reciprocating grate subjects the fuel layer to continuous tumbling and shearing.
- Exposing Hidden Surface Area: Wet biomass particles frequently cling together, forming thick, dense mats. As the reciprocating bars push and slide beneath the fuel bed, they break up these clumps and continuously expose fresh, unevaporated inner surfaces to furnace heat.
- Preventing Dead Zones: Constant agitation eliminates stagnant pockets of wet fuel that would otherwise block airflow and smother primary flames.
2. Forced Thermal Back-Mixing (Ignition Stabilization)
The defining mechanical feature of a reciprocating grate (specifically pushing-type or reverse-reciprocating designs) is its ability to perform internal fuel back-mixing.
- Mixing Hot Char with Raw Fuel: As movable bars stroke backward, a portion of the fully glowing, ignited char from the main burning zone is pushed back into the incoming stream of raw, wet biomass.
- Direct Conductive Drying: Instead of relying solely on slow radiant heat from refractories, wet fuel receives direct heat conduction from hot char particles mixed directly into it. This accelerates drying and triggers rapid ignition even with 50% – 60% fuel moisture.
3. Zoned Combustion Control & Air Staging
Reciprocating grates feature isolated air chambers beneath the grate surface. Primary air is metered independently to match the requirements of each combustion stage:
- Zone 1 (Drying Zone): Low air volume at high temperature (180°C–250°C) drives off surface moisture without cooling the fuel bed.
- Zone 2 (Devolatilization & Ignition): Moderate primary air combined with high-velocity over-fire air fuels rapid volatile burn-off.
- Zone 3 (Char Oxidation): High primary air volume guarantees complete oxidation of remaining fixed carbon.
- Zone 4 (Ash Cooling): Reduced airflow cools spent ash while recovering sensible heat back into the combustion zone.
Reciprocating Grate vs. Conventional Boilers: A Direct Comparison
To understand why reciprocating grates outperform traditional combustion technology when handling high-moisture fuels, compare their performance across key operational parameters:
| Operational Parameter | Travelling / Chain Grate | Fluidized Bed Boiler (AFBC / CFBC) | Reciprocating Grate Boiler |
| Max Moisture Limit | 30%–35% | 35%–45% | 55%–65% |
| Fuel Bed Agitation | Zero (Passive Conveying) | High (Suspended in Sand) | High (Mechanical Tumbling) |
| Susceptibility to Clinkering | High (Static Bed) | High (Bed Agglomeration) | Extremely Low (Continuous Shearing) |
| Fuel Pre-treatment Req. | Shredded / Uniform | Strict Sizing (<10 mm–50 mm) | Minimal (Handles Coarse / Irregular Fuel) |
| Turndown Ratio | 1:2 | 1:3 | 1:4 (Superior Part-Load Control) |
| Parasitic Power Draw | Low | High (High-Pressure Fans) | Moderate |
1. Reciprocating Grates vs. Travelling Grates
Travelling grates move fuel from the feeder to the ash pit on a continuous belt or chain.
┌──────────────────────────────────────────────────────────┐
│ TRAVELLING GRATE LIMITATIONS │
├──────────────────────────────────────────────────────────┤
│ │
│ Wet Fuel Input ──► [ NO TUMBLING / NO BACK-MIXING ] │
│ │ │
│ ▼ │
│ Drying takes too long ──► Delayed │
│ Ignition │
│ │ │
│ ▼ │
│ Unburned wet fuel dumps into ash │
│ hopper at end of stroke │
│ │
└──────────────────────────────────────────────────────────┘
When high-moisture biomass (>40%) is fed onto a travelling grate:
- Fuel rests undisturbed in a dense layer.
- Drying occurs exclusively from top to bottom via radiation from the upper furnace arch.
- Because water evaporation is slow, the ignition front moves down the grate very late in the cycle.
- Unburned, wet carbon reaches the end of the grate and dumps directly into the ash pit, causing severe unburned carbon losses (>10%) and derating boiler capacity.
Why Reciprocating Wins: Mechanical shearing continually churns the bed, exposing all surfaces to radiant heat and mixing hot char into raw wet fuel to ensure complete burnout before ash discharge.
2. Reciprocating Grates vs. Fluidized Bed Boilers (AFBC / CFBC)
Atmospheric Fluidized Bed Combustion (AFBC) and Circulating Fluidized Bed (CFBC) boilers suspend fuel particles in a boiling bed of hot sand or bed material.
While fluidized beds offer high heat transfer rates, high-moisture biomass introduces major operational risks:
- Bed Defluidization & Temperature Drops: Feeding wet biomass drains thermal energy directly from the sand bed. If bed temperatures drop below $650^\circ\text{C}$, fluidization fails, causing the entire furnace to trip.
- Bed Agglomeration: High alkali content (potassium/sodium) in agricultural residues mixes with hot silica bed sand to form low-melting-point glass eutectic compounds. These compounds fuse the bed material solid, requiring costly shutdowns to manually dig out the furnace.
- Strict Fuel Sizing: Fluidized beds require precise fuel chipping and screening. Coarse wet roots or long palm fronds block feed chokes and settle to the bottom of the bed.
Why Reciprocating Wins: Reciprocating grates do not rely on sand beds, eliminating bed agglomeration and defluidization risks entirely. They comfortably process coarse, non-uniform biomass up to 150 mm – 200 mm long without choking.
Engineering Deep-Dive: Mechanical Design Features for Wet Fuels
Not all reciprocating grates are identical. To handle high-moisture biomass efficiently, specific structural and thermal upgrades are engineered into the system:
┌──────────────────────────────────────────────────────────┐
│ KEY RECIPROCATING GRATE COMPONENTS │
├──────────────────────────────────────────────────────────┤
│ │
│ ┌──────────────────────────────────────────────────┐ │
│ │ HIGH-CHROMIUM ALLOY BARS (27% Cr / Nickel) │ │
│ │ Resists thermal shock, wear, and oxidation │ │
│ └──────────────────────────────────────────────────┘ │
│ │ │
│ ▼ │
│ ┌──────────────────────────────────────────────────┐ │
│ │ HYDRAULIC VFD STROKE CONTROLS │ │
│ │ Adjusts stroke speed & length based on moisture │ │
│ └──────────────────────────────────────────────────┘ │
│ │ │
│ ▼ │
│ ┌──────────────────────────────────────────────────┐ │
│ │ WATER-COOLED GRATE MEMBRANES │ │
│ │ Protects structure during dry fuel transitions │ │
│ └──────────────────────────────────────────────────┘ │
│ │
└──────────────────────────────────────────────────────────┘
1. High-Chromium Alloy Grate Bars
Combustion of wet biomass generates high local thermal gradients. Grate bars are cast from high-chromium steel alloys containing 25% – 28% Chromium and Nickel additions. This material selection prevents thermal cracking, warpage, and high-temperature oxidation during continuous operation.
2. Variable-Speed Hydraulic Actuation
Grate movement is driven by hydraulic cylinders equipped with proportional valves and Variable Frequency Drives (VFDs).
- When fuel moisture rises, operators shorten stroke intervals and increase stroke length to extend bed drying time and boost agitation.
- When drier fuel enters, stroke speeds drop to preserve bed depth and protect grate elements from overheating.
3. Water-Cooled Grate Elements
When burning multi-fuel blends (alternating between wet bagasse and dry wood pellets), standard air-cooled grates can overheat during high-temperature dry fuel runs.
Water-cooled reciprocating grates circulate boiler feedwater directly through internal channels inside the grate bars. This absorbs excessive thermal shock, maintains stable grate metal temperatures, and extends component lifespan past 10 years.
4 Operational Guidelines for Burning High-Moisture Biomass
To maximize thermal output and preserve boiler life when operating a reciprocating grate boiler with wet fuel, follow these four operational best practices:
1. Maintain Primary Air Preheating (180°C – 250°C)
Never feed ambient air beneath a wet fuel bed. Use multi-pass tubular air preheaters (APH) to raise primary under-grate air temperatures to at least 180°C – 250°C. This sensible heat immediately evaporates moisture at the fuel inlet zone without pulling heat from the core flame.
2. Optimize Over-Fire Air (OFA) Turbulence
Because evaporating moisture dilutes volatile gases in the lower furnace, inject secondary and tertiary over-fire air through high-pressure nozzles at velocities between 50 m/s and 70 m/s. High momentum creates intense turbulent mixing in the secondary combustion zone, guaranteeing complete burn-off of CO and unburned hydrocarbons.
3. Implement Moisture-Based Fuel Blending
If fuel moisture surges past 60%, furnace temperature drops rapidly. Blend ultra-wet fuel with drier biomass (such as wood chips or dry husk at 12%–15% moisture) to stabilize overall incoming moisture around 40%–45%.
Target Moisture = [(M₁ × W₁) + (M₂ × W₂)] ÷ (W₁ + W₂) ≤ 45%
(Where M = Moisture (%) and W = Fuel Weight)
4. Monitor Furnace Draft & Negative Pressure
Evaporating steam expands gas volumes in the furnace rapidly. Maintain furnace draft strictly between -2 mm WC to -5 mm WC by coordinating ID fan controls with automated oxygen trim systems. This prevents positive pressure spikes that blow hot gases out through fuel feed chutes or inspection doors.
Technical Solutions from IndianBoilers.com
At IndianBoilers.com (Balkrishna Boilers), we specialize in custom-engineered industrial boilers designed to deliver maximum steam efficiency using tough, non-standard biomass fuels.
Our reciprocating grate boiler systems feature:
- Custom Pushing & Step-Reciprocating Designs: Tailored to handle challenging fuels like wet sugarcane bagasse, palm EFB, municipal solid waste (MSW), and agricultural straws up to 60% moisture.
- Heavy-Duty Hydraulics & Smart SCADA Automation: Real-time grate speed, stroke, and air-zone control linked directly to steam pressure demand and flue gas analysis.
- Multi-Fuel Compatibility: Seamlessly switch between wet biomass, dry briquettes, coal, and agro-waste without interrupting production or sacrificing steam capacity.
Contact our application engineers today to discuss your biomass steam requirements or request a custom boiler technical proposal.