As industrial manufacturing facilities across the globe transition away from expensive, carbon-heavy fossil fuels like coal, furnace oil, and natural gas, solid biomass has established itself as the leading alternative for low-cost, carbon-neutral thermal energy. From textile processing and chemical manufacturing to food processing and paper mills, biomass steam boilers now power core process heating systems.
However, transitioning to biomass introduces a critical engineering challenge: fuel variability. Unlike coal, which offers relatively uniform calorific values and predictable moisture levels, solid agricultural residues and forestry byproducts vary dramatically in moisture content, ash composition, chemical makeup, and physical size.
Standard combustion systems—such as stationary hand-fired grates or continuous chain grates—frequently struggle or fail when burning high-moisture, high-ash agro-waste. This is where Reciprocating Grate Technology excels. Designed with an inclined, stepped mechanical hearth featuring alternating fixed and moving grate bars, reciprocating grates actively tumble, mix, and convey the burning fuel bed, delivering complete burnout for complex fuels.
At IndianBoilers.com, we engineer IBR-certified reciprocating grate boilers tailored to handle regional biomass fuels. In this comprehensive technical guide, we analyze the top biomass fuels best suited for reciprocating grate boilers, their combustion characteristics, and how to optimize your furnace for maximum thermal efficiency.
Why Reciprocating Grates Outperform Other Systems on Biomass
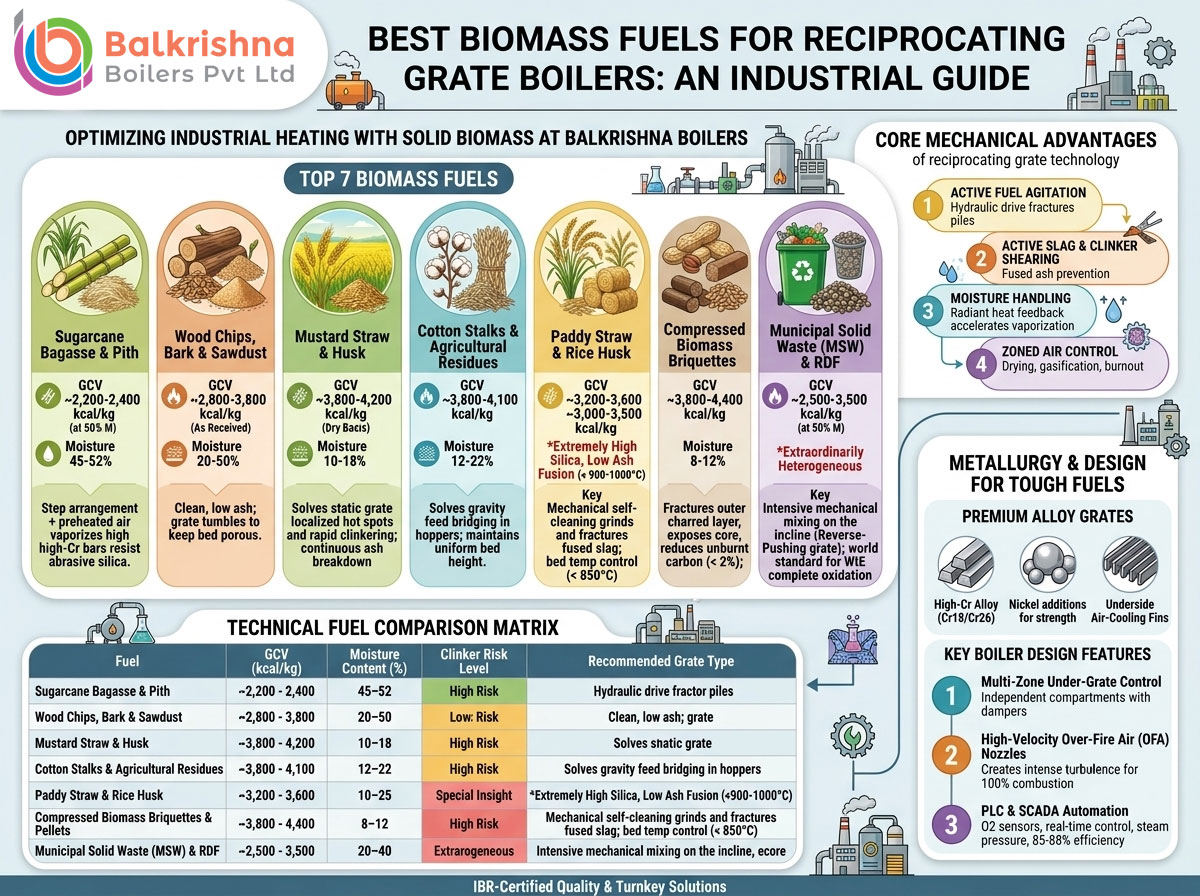
To understand why specific biomass fuels pair exceptionally well with reciprocating grates, it helps to examine the core mechanical advantages of step-grate technology:
- Continuous Fuel Agitation: As the hydraulic drive cycles the movable step rows back and forth, the fuel bed is constantly flipped and sheared. This breaks up dense piles, drives out trapped moisture, and prevents fuel channeling (unbalanced combustion air passing through low-density pockets).
- Active Slag and Clinker Shearing: Biomass fuels rich in alkali metals (potassium, sodium) and silica have low ash-fusion temperatures. When burned, they form sticky, fused glass sheets known as clinkers. The continuous relative motion between fixed and moving bars continuously shears and fractures these micro-clinkers before they can merge into large blockages.
- Radiant Heat Feedback for High-Moisture Fuels: The backward stroke of the movable steps pushes a portion of glowing, ignited charcoal underneath freshly fed, wet fuel entering from the hopper. This architectural mixing creates an immediate conductive heat feedback loop, accelerating vaporization and ignition.
- Zoned Primary Air Control: Under-grate air plenums are split into distinct compartments (Drying, Gasification, and Carbon Burnout), allowing plant engineers to fine-tune stoichiometric air-to-fuel ratios for each combustion phase.
Top 7 Biomass Fuels for Reciprocating Grate Boilers
Below is an engineering analysis of the best solid biomass fuels to burn in a reciprocating step-grate boiler, detailing their calorific values, moisture profiles, ash behaviors, and furnace considerations.
1. Sugarcane Bagasse & Bagasse Pith
Sugarcane bagasse—the fibrous byproduct left behind after crushing cane in sugar mills and paper plants—is one of the most abundantly available industrial biomass fuels worldwide.
+--------------------------+-----------------------------------+
| Parameter | Typical Value Range |
+--------------------------+-----------------------------------+
| Gross Calorific Value | ~2,200 - 2,400 kcal/kg (at 50% M) |
| Dry Basis Calorific Value| ~4,400 - 4,600 kcal/kg |
| Moisture Content | 45% to 52% |
| Ash Content | 1.5% to 4.5% |
| Volatile Matter | 75% - 82% (Dry Basis) |
+--------------------------+-----------------------------------+
Why it Works on Reciprocating Grates
Fresh mill-run bagasse carries an extremely high moisture content (45%–52%), making it notoriously difficult to ignite on flat chain grates. The inclined step arrangement of a reciprocating grate, combined with preheated primary air (200°C–240°C), rapidly vaporizes the surface moisture at the top step. As the fuel moves down the steps, the volatile gases release and burn intensely in the upper furnace.
Operational Considerations
- Silica Content: Harvested cane carries field soil and sand, introducing abrasive silica (SiO₂). Reciprocating grates built with high-chromium alloy grate bars easily tolerate this abrasive ash without excessive wear.
- Pneumatic Spreading: Pairing the reciprocating grate with pneumatic spreader stokers ensures lighter bagasse particles burn in suspension, while heavier chunks land on the grate bed for thorough burnout.
2. Wood Chips, Bark & Sawdust Waste
Wood waste from sawmills, timber processing, paper mills, and forestry clearing is an exceptional, high-heat biomass fuel.
+--------------------------+-----------------------------------+
| Parameter | Typical Value Range |
+--------------------------+-----------------------------------+
| Gross Calorific Value | ~2,800 - 3,800 kcal/kg (As Received)|
| Dry Basis Calorific Value| ~4,500 - 4,800 kcal/kg |
| Moisture Content | 20% to 50% (Depending on storage) |
| Ash Content | 1.0% to 3.5% |
| Volatile Matter | 70% - 80% |
+--------------------------+-----------------------------------+
Why it Works on Reciprocating Grates
Wood bark and coarse wood chips often vary in size and moisture. Fine sawdust can pack tightly on a flat bed, choking off combustion air. A reciprocating grate continuously tumbles wood waste, keeping the bed porous and ensuring under-grate primary air reaches every particle.
Operational Considerations
- Low Ash Advantage: Wood waste generates clean, low-percentage bottom ash, which minimizes soot buildup on boiler tubes and simplifies ash handling.
- Residence Time Adjustments: For larger, high-moisture timber chips, operators can slow down the hydraulic stroke frequency to extend the fuel’s residence time in the high-temperature combustion zone.
3. Mustard Straw & Mustard Husk
Mustard crop residue (husk and stalk) is a popular, cost-effective agricultural biomass fuel in India and neighboring regions.
+--------------------------+-----------------------------------+
| Parameter | Typical Value Range |
+--------------------------+-----------------------------------+
| Gross Calorific Value | ~3,800 - 4,200 kcal/kg (Dry Basis)|
| Moisture Content | 10% to 18% |
| Ash Content | 4% to 8% |
| Volatile Matter | ~70% |
+--------------------------+-----------------------------------+
Why it Works on Reciprocating Grates
Mustard crop residues have a low bulk density and volatile ignition behavior. On a static grate, mustard straw can cause severe localized hot spots and rapid clinkering due to its potassium content. The reciprocating motion continuously breaks up fused ash, allowing the loose material to drop smoothly into the bottom ash hopper.
Operational Considerations
- High Volatility: Because mustard husk releases volatile gases very rapidly upon entering the furnace, robust Over-Fire Air (OFA) systems are required to inject secondary oxygen above the bed to eliminate unburnt gas losses and smoke.
4. Cotton Stalks & Agricultural Crop Residues
Harvested cotton stalks are shredded into coarse chips or briquettes to serve as a high-heat industrial boiler fuel.
+--------------------------+-----------------------------------+
| Parameter | Typical Value Range |
+--------------------------+-----------------------------------+
| Gross Calorific Value | ~3,800 - 4,100 kcal/kg |
| Moisture Content | 12% to 22% |
| Ash Content | 5% to 9% |
| Volatile Matter | ~68% - 74% |
+--------------------------+-----------------------------------+
Why it Works on Reciprocating Grates
Shredded cotton stalks contain stringy fibers and irregular stick geometries that tend to interlock and form “bridges” in standard gravity hoppers or passive conveyor grates. The pulsating forward push of the movable steps breaks these structural bridges, maintaining a uniform bed height across the entire furnace width.
Operational Considerations
- Pre-Shredding: Cotton stalks should be coarse-shredded (25–75 mm particle size) before feeding to ensure consistent hydraulic pushing and even air distribution.
5. Paddy Straw & Rice Husk
Paddy straw and rice husk are abundant agricultural residues, but they represent some of the most technically challenging biomass fuels in existence.
+--------------------------+-----------------------------------+
| Parameter | Typical Value Range |
+--------------------------+-----------------------------------+
| Gross Calorific Value | ~3,200 - 3,600 kcal/kg (Paddy Straw)|
| Gross Calorific Value | ~3,000 - 3,500 kcal/kg (Rice Husk) |
| Moisture Content | 10% to 25% |
| Ash Content | 12% to 20% (Extremely High Silica)|
| Ash Fusion Temperature | Low (< 900°C - 1,000°C) |
+--------------------------+-----------------------------------+
Why it Works on Reciprocating Grates
Paddy straw has a very low ash-fusion temperature due to high potassium (K₂O (potassium oxide) and silica (SiO₂)) content. In conventional boilers, burning paddy straw quickly leads to catastrophic slagging, where melted ash coats furnace walls and chokes air grates within hours.
A reverse-pushing or forward-pushing reciprocating grate solves this through mechanical self-cleaning. The sliding action between overlapping grate bars continuously grinds and fractures fragile slag sheets before they fuse into solid masses, making reciprocating grates one of the few viable mechanical systems for direct paddy straw combustion.
Operational Considerations
- Bed Temperature Control: Flue gas recirculation (FGR) or staged air injection can be used alongside the reciprocating grate to keep bed temperatures below 850°C, preventing ash from reaching its melting point.
6. Compressed Biomass Briquettes & Pellets
Biomass briquettes and pellets—manufactured by compressing agricultural residues like groundnut shells, sawdust, coffee husk, or crop straw—provide high bulk density and uniform handling.
+--------------------------+-----------------------------------+
| Parameter | Typical Value Range |
+--------------------------+-----------------------------------+
| Gross Calorific Value | ~3,800 - 4,400 kcal/kg |
| Moisture Content | 8% to 12% |
| Ash Content | 3% to 8% (Depending on raw fuel) |
| Density | High (> 1,000 kg/m³) |
+--------------------------+-----------------------------------+
Why it Works on Reciprocating Grates
While dense briquettes can be burned on chain grates, high-density fuel cores burn slowly from the outside in. If the bed moves too fast, unburnt fuel cores drop into the ash pit. On a reciprocating step grate, the constant tumbling fractures the outer charred layer of the briquette, exposing the inner unburnt core to primary oxygen and drastically reducing unburnt carbon-in-ash losses (<2%
).
Operational Considerations
- Extended Residence Time: Because briquettes carry high heat density, reducing the grate speed allows maximum radiant heat transfer to the boiler’s water walls.
7. Municipal Solid Waste (MSW) & Refuse-Derived Fuel (RDF)
In Waste-to-Energy (WtE) facilities, processed municipal solid waste and sorted RDF pellets are utilized to generate industrial process steam and electricity.
+--------------------------+-----------------------------------+
| Parameter | Typical Value Range |
+--------------------------+-----------------------------------+
| Gross Calorific Value | ~2,500 - 3,500 kcal/kg |
| Moisture Content | 20% to 40% |
| Ash Content | 15% to 25% |
| Heterogeneity | Very High |
+--------------------------+-----------------------------------+
Why it Works on Reciprocating Grates
MSW and RDF are extraordinarily heterogeneous, containing mixed paper, textiles, plastics, and organic waste with unpredictable moisture and density. Reciprocating step grates—specifically reverse-pushing grates—are the global standard for Waste-to-Energy plants because their intensive mechanical mixing action homogenizes the fuel bed on the incline, ensuring complete oxidation.
Technical Fuel Comparison Matrix
To help you evaluate fuel options for your boiler house, here is a comparative overview across key operational parameters:
| Biomass Fuel Type | Gross Calorific Value (kcal/kg) | Moisture Content (%) | Clinker Risk Level | Recommended Grate Type |
| Sugarcane Bagasse | 2,200 – 2,400 (at 50% M) | 45% – 52% | Moderate (Silica Sand) | Forward-Feeding Step Grate |
| Wood Chips / Bark | 2,800 – 3,800 | 20% – 50% | Low | Standard Reciprocating Grate |
| Mustard Husk / Straw | 3,800 – 4,200 | 10% – 18% | Moderate-High | Step Grate with High OFA |
| Cotton Stalks | 3,800 – 4,100 | 12% – 22% | Moderate | Heavy-Duty Step Grate |
| Paddy Straw / Rice Husk | 3,000 – 3,600 | 10% – 25% | Very High | High-Alloy Self-Cleaning Grate |
| Biomass Briquettes | 3,800 – 4,400 | 8% – 12% | Low-Moderate | Speed-Controlled Step Grate |
| RDF / Processed MSW | 2,500 – 3,500 | 20% – 40% | High | Reverse-Pushing Step Grate |
Metallurgical Considerations for High-Performance Grates
Burning diverse biomass fuels subjects furnace grate bars to high thermal loads (850°C–1,100°C), abrasive ash wear, and chemical attack from chlorine and sulfur compounds.
At IndianBoilers.com, our reciprocating grates are built with premium materials engineered for tough industrial environments:
- High-Chromium Alloys (Cr18 / Cr26): High chromium content forms a protective chromium-oxide layer on the grate bar surface, preventing thermal scaling, oxidation, and growth at high furnace temperatures.
- Nickel Additives: Nickel enhances structural ductility and high-temperature tensile strength, preventing grate bars from warping, twisting, or cracking under sudden thermal shocks.
- Air-Cooling Underside Fins: Grate bars are cast with cooling fins on their underside. As incoming primary combustion air passes over these fins, it draws heat away from the alloy metal before entering the fuel bed, extending grate bar operating life to several years.
Key Boiler Design Modifications for Multi-Biomass Firing
To achieve optimal performance when switching between different biomass fuels, an industrial boiler must incorporate several integrated engineering features:
1. Multi-Zone Under-Grate Air Control
Because different biomass fuels release volatiles at different rates, under-grate air plenums must be partitioned into independent zones equipped with motorized dampers:
- Zone 1 (Drying): Low airflow to prevent cooling down incoming wet fuel.
- Zone 2 (Gasification & Primary Firing): High airflow to supply oxygen for core combustion.
- Zone 3 (Burnout): Moderate airflow to complete carbon burnout in remaining ash.
2. High-Velocity Over-Fire Air (OFA) Nozzles
Biomass fuels release up to 70%–80% of their mass as volatile gases. Secondary and tertiary air nozzles located above the grate inject high-velocity oxygen to create intense turbulence, ensuring volatile gases burn completely before reaching the boiler tube bank.
3. Integrated PLC & SCADA Automation
Modern reciprocating grate systems from IndianBoilers.com utilize Programmable Logic Controllers (PLCs) tied to flue gas oxygen (O₂) sensors and steam pressure transmitters. The control system automatically adjusts hydraulic stroke frequency, fuel feeder speeds, and fan damper positions in real time to match steam demand.
Why Choose IndianBoilers.com for Your Biomass Project?
At IndianBoilers.com, we engineer and manufacture complete, IBR-certified solid fuel steam boilers, thermic fluid heaters, and hot water generators tailored to local and international biomass availability.
- Custom Combustion Engineering: We analyze your regional biomass fuel supply—whether bagasse, mustard husk, wood waste, paddy straw, or briquettes—and engineer the ideal grate slope, hydraulic stroke profile, and air distribution layout.
- High Thermal Efficiency: Built-in economizers, air preheaters, and optimized combustion geometry push overall system efficiency up to 85%–88% on solid biomass.
- Turnkey Capability: From design approvals and fabrication to civil layouts, installation, testing, and CPCB emission compliance equipment (bag filters, cyclones, wet scrubbers, ESPs), our team handles the complete project lifecycle.
Frequently Asked Questions (FAQs)
Can a reciprocating grate boiler burn coal alongside biomass?
Yes. Reciprocating grates offer exceptional fuel flexibility. They can seamlessly burn coal, lignite, or co-fire blends of coal and biomass briquettes without requiring mechanical modifications.
What moisture limit can a reciprocating grate handle without auxiliary fuel support?
With preheated primary combustion air (200°C–240°C) and a properly designed refractory arch, a reciprocating step grate can burn solid biomass with moisture levels up to 50%–52% (such as fresh sugarcane bagasse or green wood bark) without requiring support fuels like oil or gas.
How often do reciprocating grate bars need replacement?
When using high-chromium cast alloys (Cr18/Cr26) alongside properly managed under-grate air cooling, individual grate bars typically last 3 to 5 years under continuous industrial operation.
Upgrade Your Biomass Steam Infrastructure
Selecting the right biomass fuel and pairing it with a high-performance reciprocating grate boiler unlocks long-term fuel savings, carbon reduction, and reliable steam production for your manufacturing facility.
Ready to evaluate the best biomass fuel for your plant?
Visit IndianBoilers.com today to consult with our combustion design engineers or request a tailored technical proposal for your facility.