-

-

-
 Steam Boiler
Steam BoilerBiomass Coconut Shell Fired Industrial Boiler – Renewable Energy Steam Generator
₹10,000,000.00 Add to cart -
-

-

-

-

-

-
 Steam Boiler
Steam BoilerEmpty Fruit Bunch (EFB) Fired Steam Boiler for Palm Oil Mills
₹7,300,000.00 Add to cart -
 Industrial Boiler
Industrial BoilerGas-Fired Industrial Steam Boiler 200 Kg/hr – Natural Gas/LPG
₹490,000.00 Add to cart -
 Steam Boiler
Steam BoilerGroundnut Husk & Shell Fired Boiler – Fully Automatic Biomass Steam Boiler
₹13,000,000.00 Add to cart -

-

-
 Steam Boiler
Steam BoilerMunicipal Solid Waste – MSW Fired Boiler With Reciprocating Grate
₹20,000,000.00 Add to cart -
 Steam Boiler
Steam BoilerMustard Husk Fired Steam Boiler – Industrial Biomass Steam Generator
₹12,000,000.00 Add to cart -

-

-
 Steam Boiler
Steam BoilerPalm Waste Fiber & Napier Grass Fired Chain Grate Steam Boiler
₹6,500,000.00 Add to cart -

-

-

-

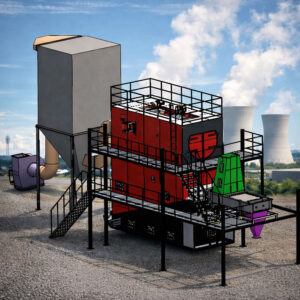
Fluidized Bed Combustion (FBC) Biomass Boilers: High-Efficiency Multi-Fuel Solutions
At IndianBoilers.com, we offer the COMBIPOWER-FBC series, a pinnacle of biomass combustion technology. Our Fluidized Bed Combustion (FBC) boilers are engineered to provide maximum thermal efficiency and fuel flexibility. By suspending fuel particles in a hot, upward-blowing bed of sand or ash, the FBC system ensures complete combustion of even low-grade agro-waste, delivering stable steam pressure at a fraction of the cost of fossil fuels.
Key Features & Advanced Technology
- Unmatched Fuel Flexibility: Designed to efficiently burn a wide variety of fuels including Rice Husk, Coal, Lignite, Sawdust, Wood Chips, and Biomass Pellets without significant loss in efficiency.
- 85%+ Thermal Efficiency: Our FBC technology, coupled with integrated Air Pre-Heaters (APH) and Economizers, pushes thermal efficiency beyond 85%, significantly reducing annual fuel consumption.
- Uniform Temperature Control: The fluidized state ensures a consistent temperature across the furnace, preventing ash fusion (clinkering) and reducing NOx emissions for eco-friendly operation.
- Water Wall Membrane Design: Features gas-tight, fin-welded membrane tubes that maximize radiant heat absorption and eliminate the need for heavy, high-maintenance refractory bricks.
- Automated Operation: Equipped with automated over-bed or under-bed fuel feeding systems and PLC-based controls for precise steam modulation and minimal manual intervention.
Technical Specifications
| Specification | Details |
| Capacity Range | 1.0 TPH to 20.0 TPH |
| Working Pressure | 10.54 kg/cm² up to 32 kg/cm² (Customized up to 45 kg/cm²) |
| Fuel Types | Paddy Husk, Crushed Coal, Lignite, Sawdust, Wood Chips, Pellets |
| Combustion Type | Fluidized Bed Combustion (Bubbling Bed / Atmospheric FBC) |
| Temperature | Saturated Steam (183°C+) or Superheated (up to 400°C) |
| Efficiency | 85% ± 2% on NCV (with Heat Recovery Units) |
Why Choose Our FBC Biomass Boilers?
- Fast ROI: By utilizing low-cost agricultural waste or local coal, most industrial units achieve a complete payback on their investment within 12 to 18 months.
- Lower Maintenance: The reduction in mechanical moving parts within the furnace and the absence of heavy refractory lining lead to significantly lower downtime and repair costs.
- IBR Compliant & Safe: Fully manufactured under Indian Boiler Regulations (IBR) using high-tensile boiler quality plates (SA 515/516) to ensure 24/7 industrial safety.
- Clean Emissions: Integrated with high-efficiency Multi-cyclone Dust Collectors (MDC) or Bag Filters to comply with stringent CPCB environmental norms.
Core Industry Applications
Our Fluidized Bed systems are the preferred choice for high-demand industrial sectors across India:
- Rice Mills: Ideal for parboiling and drying processes using self-generated husk.
- Textile Industry: Continuous high-pressure steam for dyeing, printing, and finishing units.
- Solvent Extraction: Reliable thermal energy for oil recovery and distillation.
- Chemical & Pharma: Precise temperature control for batch processing and sterilization.