-

-

-
 Steam Boiler
Steam BoilerBiomass Coconut Shell Fired Industrial Boiler – Renewable Energy Steam Generator
₹10,000,000.00 Add to cart -
-

-

-

-

-

-
 Steam Boiler
Steam BoilerEmpty Fruit Bunch (EFB) Fired Steam Boiler for Palm Oil Mills
₹7,300,000.00 Add to cart -
 Steam Boiler
Steam BoilerGroundnut Husk & Shell Fired Boiler – Fully Automatic Biomass Steam Boiler
₹13,000,000.00 Add to cart -

-

-
 Steam Boiler
Steam BoilerMunicipal Solid Waste – MSW Fired Boiler With Reciprocating Grate
₹20,000,000.00 Add to cart -
 Steam Boiler
Steam BoilerMustard Husk Fired Steam Boiler – Industrial Biomass Steam Generator
₹12,000,000.00 Add to cart -

-
 Steam Boiler
Steam BoilerPalm Waste Fiber & Napier Grass Fired Chain Grate Steam Boiler
₹6,500,000.00 Add to cart -

-

-

-

-

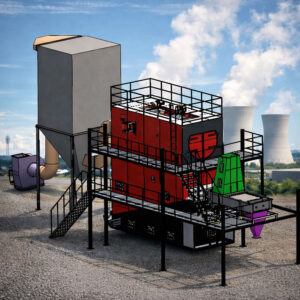
IBR Certified Biomass Steam Boilers
Transforming Agricultural Waste into High-Pressure Industrial Steam.
At IndianBoilers.com, we specialize in high-performance IBR Biomass Boilers that combine environmental sustainability with rigorous safety compliance. As fossil fuel prices fluctuate, our biomass systems offer a stable, carbon-neutral alternative, utilizing locally available fuels like wood chips, rice husk, mustard stalks, and briquettes. Every unit is manufactured and tested in strict adherence to Indian Boiler Regulations (IBR), ensuring your facility operates at peak productivity without regulatory hurdles.
Key Features of Our IBR Biomass Systems
- IBR Compliant Engineering: Designed and manufactured using premium SA 516 Gr. 70 boiler-quality steel, certified by the State Boiler Inspectorate for high-pressure durability.
- Superior Combustion Technology: Equipped with advanced furnace designs (Fixed Grate, FBC, or Traveling Grate) to ensure complete combustion of various biomass fuels.
- High Thermal Efficiency: Integrated with heat recovery units like Economizers and Air Pre-Heaters to deliver an overall efficiency of 82% to 85%.
- Multi-Fuel Versatility: Seamlessly switch between wood logs, biomass briquettes, pellets, and other agro-residues based on seasonal availability.
- Advanced Safety Mountings: Standard features include dual IBR safety valves, Mobrey water level controllers, and high-pressure cut-off systems.
Technical Specifications
| Specification | Industrial Standards |
| Capacity Range | 500 Kg/Hr to 25,000 Kg/Hr (25 TPH) |
| Working Pressure | 10.54 kg/cm² up to 45 kg/cm² |
| Fuel Compatibility | Briquettes, Pellets, Wood Chips, Rice Husk, Sawdust, Agro-waste |
| Design Type | 3-Pass Wet Back / Hybrid (Water Wall + Smoke Tube) |
| Automation Grade | Semi-Automatic to Fully Automatic (PLC/SCADA based) |
| Material Quality | ASTM A516 Grade 70 / IBR Grade Carbon Steel |
Why Invest in an IBR-Certified System?
In the Indian industrial landscape, IBR certification is more than just a legal requirement—it is a mark of safety and quality. Our IBR Biomass Boilers provide:
- Legal Peace of Mind: Full documentation and registration folders provided for seamless government inspections.
- Maximum Safety: Tested under hydraulic pressures far exceeding operating limits to ensure zero leakage and explosion risks.
- Operational Longevity: Higher thickness plates and superior welding techniques lead to a service life of 15–20 years.
- Carbon Credits & Subsidies: Many biomass projects are eligible for government incentives and help in reducing your corporate carbon footprint.
Common Industry Applications
Our IBR Biomass Boilers are the preferred choice for sectors requiring high-pressure, reliable steam:
- Pharmaceuticals: For sterile processing and high-pressure reactors.
- Textiles & Dyeing: Consistent steam for large-scale fabric treatment.
- Chemical Plants: Precise temperature control for volatile chemical reactions.
- Paper Mills: Large-volume steam for drying and pulp processing.
Get a Technical Consultation
Are you looking to replace your expensive oil-fired boiler with an IBR-compliant biomass system? Our engineering team in Ahmedabad is ready to design a custom solution for your steam requirements.